13806381010
13406550780

地址:山東省煙臺市牟平區玉林店鎮駐地
電話:0535-4236278
手機:鄒經理 13806381010
孫經理 13406550780
網址:www.ndbbw.com
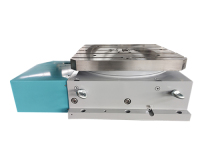
1.數控分度盤鋼球的選擇
鋼球的尺寸精度是分度精度高低的決定因素。為此,鋼球的精度是以預選的方法來的。用1微米的測微儀,預選直徑誤差為1微米的鋼球240粒,按要求鋼球的直徑大小誤差與真圓度建議預選在0.5微米以下。
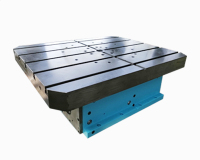
2.基圓盤的加工
基圓盤的基圓直徑要求較高,基圓直徑的計算如下:舉例,鋼球直徑為¢8毫米。已知圓周等分n=120,所以∠AOB=3°,AB為鋼球連心線,所以AB=8,OC為三角形中∠AOC的角的平分線,于是△ACO為直角三角形,而∠AOC=1°30′,則:AO=AC/sin130?=4/0.0=152.毫米,因此,基圓盤4的基圓柱的直徑d為:d=2×ao=2(AO-Aa1)=297.毫米(其中Aa為鋼球半徑,Aa=4毫米)磨削和測量基圓是比較困難的,為了解決這一難題,我們采用的加工方法是:先將淬硬的基圓盤磨準兩平面,平行度在0.01毫米以內,以平面為基準磨削內孔,應平面與內孔中.心垂直度為0.001/100毫米,然后裝上特制的心軸,以內孔和端面為基準磨削基圓。磨削基圓同時磨出端面。將¢297.6123毫米磨到+0.1毫米的基礎上,每磨小0.01~0.02毫米為一次,即將工件連同芯軸一起拆下(不可將零件從芯軸上拆下)。
3.預裝工作
將上述加工好的零件與壓緊圈及選好的120粒鋼球在臺體上進行試裝,用精.密塞尺測出鋼球的zui大間隙,然后再上磨床磨小直徑相當于zui大間隙的1/3;這樣反復多次磨削與試裝,直到測不出鋼球的間隙,這時測出的直徑尺寸應是計算出來的尺寸。這一道工序加工時應十分小心和不厭其煩,并應注意良好的清潔與溫度。磨削時砂輪應注意平穩,外圓與端面應同時磨小,零件裝在心軸上到磨床的兩頂針間轉動時,zui大一點振擺不應超出0.01毫米。
基圓圓柱面的硬度zui好在HRC55以上,硬度低了,經鋼球多次松壓后就會產生壓痕,一出現壓痕,分度精度就隨之下降。
4.數控分度盤基圓盤等分精度的測量方法具體方法:可以用多面棱體和準直儀,也可以用準直儀對照反光鏡的方法來測定誤差。

掃一掃,關注我們
咨詢熱線:
0535-4236278
電話:0535-4236278
手機:鄒經理 13806381010
孫經理 13406550780
地址:山東省煙臺市牟平區玉林店鎮駐地