13806381010
13406550780

地址:山東省煙臺市牟平區玉林店鎮駐地
電話:0535-4236278
手機:鄒經理 13806381010
孫經理 13406550780
網址:www.ndbbw.com
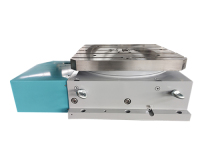
數控轉臺是目前大部分加工企業都在使用的機床附件,四軸或者五軸數控轉臺的使用可以更高效高精度的加工出我們所需要的工件。數控轉臺/分度盤是將工件夾持在卡盤上,并使其旋轉、分度和定位的機床附件,為了更好地使用要進行切削加工,這加工時經常會出現誤差,導致零件報廢,那么我們該怎么做才能減少數控轉臺加工誤差呢?
1、調整數控轉臺主軸仰角時,切不可將基座上部靠近主軸前端的兩個內六角螺釘松開,否則會使主軸位置的零位走動,并嚴禁運用錘子等物敲打。分度盤蝸桿和蝸輪的齒合間隙要調整得恰當,過緊易使蝸輪磨損,過松會使分度精度降落。調整蝸輪蝸桿齒隙背隙的方法有:
一步:打開位于分度盤側邊下方的蝸桿蓋
二步:松開上方的M4螺絲
三步:利用M5螺絲向下鎖緊,即可推出渦輪蓋
四步:即可看見蝸桿座,上有M6x6用于鎖固,M5止付螺絲x6用于調整背隙。
五步:先平均放松M5止付螺絲
六步:再平均鎖緊M6螺絲,使蝸桿座下沉,分度盤工作臺面會有些許移動。
七步:在重作第2項間隙檢測,檢測是否為0.01mm內,即可。
2、經常留意數控轉臺各局部的光滑,并按闡明書上的規則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規則位置漸漸插入定位銷。
在生產實踐中,可是由于工件上加工余量的不同,實質上是切削用量之切削深度發生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。想要數控轉臺分度盤保持佳狀態,日常的基礎檢測及保養少不了。

掃一掃,關注我們
咨詢熱線:
0535-4236278
電話:0535-4236278
手機:鄒經理 13806381010
孫經理 13406550780
地址:山東省煙臺市牟平區玉林店鎮駐地