合肥專業分度盤價格
發布時間:2022-10-20 00:33:22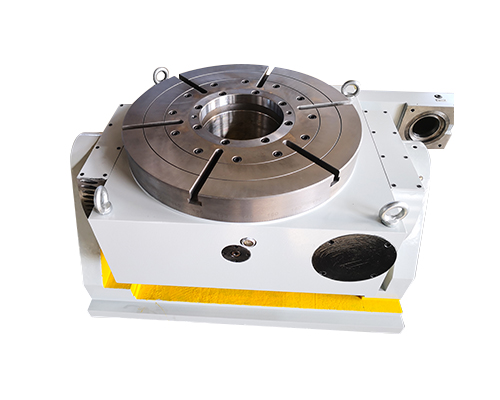
合肥專業分度盤價格
數控回轉臺應用越來越廣泛,但是數控回轉工作臺長時間使用過后需要進行清洗,清洗方法有好幾種,用來清洗不同的情況,物理清洗法是一種常用的清洗方式,那么數控回轉工作臺的物理清洗法有哪幾種呢?下面就來給大家講一下數控回轉臺如何進行物理清洗的。清水或氣水混合物正向沖洗,出水以高速低壓沖洗膜表面。水力剪切作用、減少膜面上的堵塞物,恢復透水量。單獨使用時效果不佳。清水或氣水混合物反向沖洗,根據數控回轉工作臺堵塞的程度可選擇不同的反沖壓力流速和歷時,對初期堵塞有效。水力輸送海綿球去除軟質堵塞物,其直徑略大于膜管直徑,在水壓推動下流經堵塞的膜表面,進行強制性沖洗,適用于有機膠體為主的堵塞。操作復雜,往往會損傷膜表面。
合肥專業分度盤價格
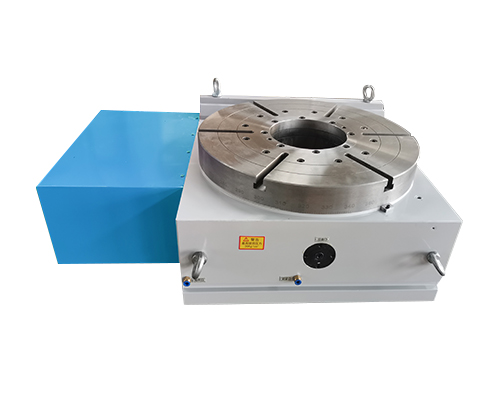
找圓心,對于專業人員來講,找圓心是很簡單的一件工作,因為他們對數控轉臺或者加工中心都已經非常熟悉了。第四軸在機械的設施過程中具有廣泛地運用,而在第四軸的作業過程中其時常會出現找不準坐標以及圓心的尷尬問題。由于工作的原因對數控回轉工作臺以及加工中心的事宜非常的熟悉,因此對他們來說是輕而易舉的。第四軸找圓心:在具體的操作時,應以第四軸尋找拖平機床臺。隨后尋找相對容易加工的銑工件,按照鉛塊的為例,在鉛塊中找出第四軸的一個中心圓,隨后利用中心元便可以分出中心軸。第四軸找坐標:使用傳統的操作方式是復雜的,由于使用工具的誤差以及作業人員的人員誤差,進而影響第四軸的坐標原點的準確性不高。停止機床找正工件、相關的程序作業終止進而不能進行連續的工作。在生產效率低。而第四軸的工作臺旋轉之后的程序會自動生成設施的坐標系,通常在第四軸的加工工作臺進行旋轉的時候,其運用第四軸軸心、百分表等相關的工具。
合肥專業分度盤價格
驅動:液壓轉臺采用液壓驅動齒條或液壓馬達,通過齒條驅動齒輪或液壓馬達驅動齒輪的方式進行動力提供;而電動轉臺則采用伺服電機提供動力。傳動:有齒條齒輪傳動、蝸輪蝸桿傳動幾種方式。電動轉臺一般是通過一對齒輪將電機動力傳遞到蝸桿,帶動轉臺進行分度。液壓轉臺,采用液壓馬達驅動的傳動結構,類似于電動轉臺。采用齒輪齒條的,則是通過由活塞驅動的齒條帶動與之嚙合的與臺面相對固定齒輪進行分度。剎緊機構:等分轉臺的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。任意分度的數控轉臺,較多采用漲緊套或剎緊片用液壓或氣壓剎緊的方式,剎緊可靠性比較高。
合肥專業分度盤價格
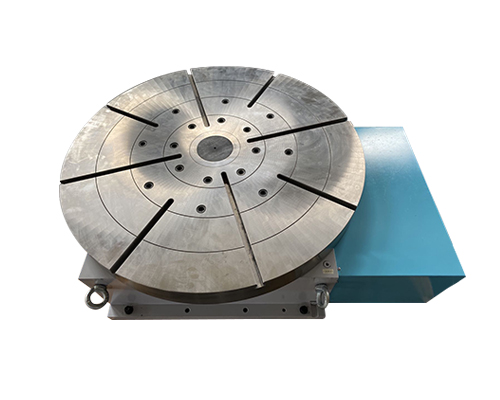
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。
合肥專業分度盤價格
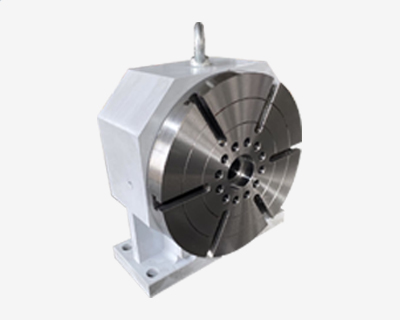
高精度轉臺的轉盤為中空結構,伺服電機連接到側面,便于在夾具中安裝氣管和電線。高精度轉臺采用單級斜齒輪減速方法來增加輸出扭矩,齒輪精度等級低于5級。此外,靈活的調節機構通過改變兩個齒輪的中心距來控制齒隙,因此中空的旋轉平臺是空的,這樣使重復定位精度低于5弧秒。高精度轉臺的轉盤由一組精密交叉滾子軸承支撐。軸承中的滾子錯開90度,并且滾子的直徑略大于軸承內圈和外圈之間的滾道尺寸。環和滾子之間有預緊力,軸承支撐的伺服旋轉平臺轉盤可以承受徑向,軸向和傾覆等各種力矩,其剛度是傳統軸承的10倍以上。高精度轉臺組裝完成后。以平臺的交叉滾子軸承為旋轉中心,并再次研磨轉盤的外徑和端面(標準等級為精車削),以確保轉盤的同軸度和平行度。高精度轉臺可以通過定制法蘭和輸入軸孔靈活地改變接口的尺寸,適用于連接任何品牌的伺服電機。

合肥專業分度盤價格
應用迅速移動或寸動模式下運作數控轉臺時,須按著"+4"或"-4"后數控轉臺才可以旋轉。旋轉完畢后,數控轉臺將自動變為夾持模式。手輪模式下,將軸選選擇在""檔無需任何等候,就可以旋轉。數控轉臺是將產品工件夾持在卡盤上或二間,并使其旋轉、分度和定位的機床配件。數控轉臺主要用以數控車床,也常見于刨床和工具磨床,還可置放在平臺上供鉗工劃線用,為大伙兒介紹的有關于數控轉臺零部件的工藝性能分析,希望小編的介紹會對您有一定的幫助哦。產品工件煅造比較為大,非常容易導致應力的分布不勻。因而,煅造后進行淬火工藝,初加工后進行調質熱處理,以材料的切削性能。工序安排以臺階面和Φ110g6的外圓表面定位,夾裝產品工件,達到了設計標準,工藝標準的一致。