連云港生產(chǎn)第四軸廠家
發(fā)布時間:2022-10-10 00:33:26
連云港生產(chǎn)第四軸廠家
數(shù)控轉(zhuǎn)臺由伺服電機(jī)驅(qū)動,經(jīng)過齒輪減速后帶動渦輪蝸桿副讓工作臺開始轉(zhuǎn)動。為消除反向間隙與傳動間隙,通過調(diào)整偏心環(huán)消除齒輪嚙合側(cè)邊縫隙。一邊的齒輪與蝸桿依靠楔形拉緊圓柱銷進(jìn)行連接,此種連接方式可以消除軸與套的配合間隙。此種蝸桿的兩邊具備不同的螺距,所以蝸桿齒厚從頭至尾都是逐漸加厚。但是因?yàn)橄嗤贿叺穆菥嗍窍嗟鹊模虼藬?shù)控轉(zhuǎn)臺依然可以保持正常嚙合。而蝸桿偏心軸套調(diào)整中心距,從而達(dá)到消除蝸桿副間隙目的。當(dāng)數(shù)控轉(zhuǎn)臺靜止時,數(shù)控轉(zhuǎn)臺會處于鎖緊狀態(tài)。目前鎖緊方式有2種:鼠牙盤鎖緊,此種方式只適用于中型或小型數(shù)控轉(zhuǎn)臺,鼠牙盤鎖緊方式的鎖緊力小。
連云港生產(chǎn)第四軸廠家
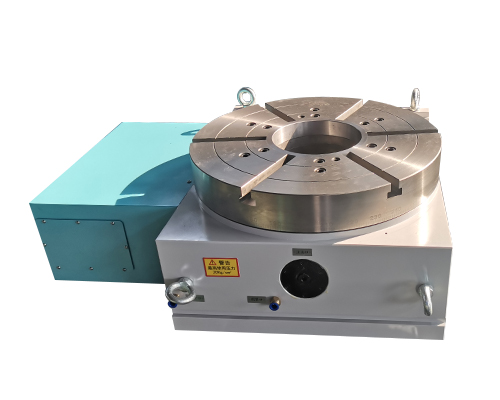
應(yīng)用迅速移動或寸動模式下運(yùn)作數(shù)控轉(zhuǎn)臺時,須按著"+4"或"-4"后數(shù)控轉(zhuǎn)臺才可以旋轉(zhuǎn)。旋轉(zhuǎn)完畢后,數(shù)控轉(zhuǎn)臺將自動變?yōu)閵A持模式。手輪模式下,將軸選選擇在""檔無需任何等候,就可以旋轉(zhuǎn)。數(shù)控轉(zhuǎn)臺是將產(chǎn)品工件夾持在卡盤上或二間,并使其旋轉(zhuǎn)、分度和定位的機(jī)床配件。數(shù)控轉(zhuǎn)臺主要用以數(shù)控車床,也常見于刨床和工具磨床,還可置放在平臺上供鉗工劃線用,為大伙兒介紹的有關(guān)于數(shù)控轉(zhuǎn)臺零部件的工藝性能分析,希望小編的介紹會對您有一定的幫助哦。產(chǎn)品工件煅造比較為大,非常容易導(dǎo)致應(yīng)力的分布不勻。因而,煅造后進(jìn)行淬火工藝,初加工后進(jìn)行調(diào)質(zhì)熱處理,以材料的切削性能。工序安排以臺階面和Φ110g6的外圓表面定位,夾裝產(chǎn)品工件,達(dá)到了設(shè)計(jì)標(biāo)準(zhǔn),工藝標(biāo)準(zhǔn)的一致。
連云港生產(chǎn)第四軸廠家
簡化轉(zhuǎn)臺,降低轉(zhuǎn)臺的通用性,以提高精度;使用新材料,充分利用新材料的特性,提高制造水平的準(zhǔn)確性。應(yīng)用計(jì)算機(jī)控制,提高高精度轉(zhuǎn)臺的自動化水平,并使用計(jì)算機(jī)準(zhǔn)確性來反饋錯誤。轉(zhuǎn)盤技術(shù)的序列化可以有效降低成本和人員培訓(xùn)周期,并縮短研發(fā)時間。為了提高高精度轉(zhuǎn)臺控制系統(tǒng)的精度。除了提高轉(zhuǎn)盤自身組件的精度外,研究先進(jìn)的控制方法也非常重要。由于模擬電路的噪聲和漂移會嚴(yán)重影響高精度轉(zhuǎn)臺的控制系統(tǒng),因此有必要使用數(shù)字控制系統(tǒng)。數(shù)控系統(tǒng)的結(jié)構(gòu)簡單,其精度不受噪聲和漂移的影響,可以有效地提高精度,因此將模擬控制系統(tǒng)替換為數(shù)控系統(tǒng)。
連云港生產(chǎn)第四軸廠家
驅(qū)動:液壓轉(zhuǎn)臺采用液壓驅(qū)動齒條或液壓馬達(dá),通過齒條驅(qū)動齒輪或液壓馬達(dá)驅(qū)動齒輪的方式進(jìn)行動力提供;而電動轉(zhuǎn)臺則采用伺服電機(jī)提供動力。傳動:有齒條齒輪傳動、蝸輪蝸桿傳動幾種方式。電動轉(zhuǎn)臺一般是通過一對齒輪將電機(jī)動力傳遞到蝸桿,帶動轉(zhuǎn)臺進(jìn)行分度。液壓轉(zhuǎn)臺,采用液壓馬達(dá)驅(qū)動的傳動結(jié)構(gòu),類似于電動轉(zhuǎn)臺。采用齒輪齒條的,則是通過由活塞驅(qū)動的齒條帶動與之嚙合的與臺面相對固定齒輪進(jìn)行分度。剎緊機(jī)構(gòu):等分轉(zhuǎn)臺的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。任意分度的數(shù)控轉(zhuǎn)臺,較多采用漲緊套或剎緊片用液壓或氣壓剎緊的方式,剎緊可靠性比較高。
連云港生產(chǎn)第四軸廠家
鏈條與滑輪在檢修的時候,鏈片不能有裂紋和變形的情況,需轉(zhuǎn)動靈活。每20節(jié)鏈節(jié)伸長不超過規(guī)定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴(yán)重彎曲、疲勞裂紋和銹蝕的情況。如超過允許情況時,應(yīng)及時更換。若滑輪表面出現(xiàn)不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現(xiàn)臺階或壓痕,影響鏈條正常運(yùn)行時。應(yīng)及時更換。主、側(cè)滾輪在檢修的時侯,檢查主、側(cè)滾輪磨損痕跡是否均勻。其磨損限度沿直徑方向,主滾輪為1mm,側(cè)滾輪為0.5mm。否則應(yīng)及時更換。內(nèi)、外門架在檢修時,內(nèi)、外門架要求平直,在全長內(nèi)不直線度不得超過1mm,使用限度3mm。否則,應(yīng)修復(fù)。用磁力探傷、敲擊法檢查有無裂紋。如有,應(yīng)該及時修復(fù)。

連云港生產(chǎn)第四軸廠家
數(shù)控轉(zhuǎn)臺利用靜壓導(dǎo)軌油膜的方法,其實(shí)大多數(shù)其實(shí)都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實(shí)一般采用的方法其實(shí)還是刮研這樣的加工方法來進(jìn)行保證,下面給大家講一下數(shù)控轉(zhuǎn)臺的刮研方法:刮研方法是數(shù)控轉(zhuǎn)臺經(jīng)常采用的方法,數(shù)控轉(zhuǎn)臺一般都會采用運(yùn)轉(zhuǎn)平穩(wěn)的靜壓導(dǎo)軌來進(jìn)行刮研。大型數(shù)控轉(zhuǎn)臺的靜壓導(dǎo)軌上的油膜厚度其實(shí)主要的目的是為了增加其剛性,但是大型數(shù)控轉(zhuǎn)臺靜壓導(dǎo)軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數(shù)值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導(dǎo)軌面的加工精度的要求其實(shí)還是屬于比較高的。一般來說的話,其實(shí)大型數(shù)控轉(zhuǎn)臺的底座長度大都是維持在2m以上的長度范圍內(nèi),但是因?yàn)榇笮蛿?shù)控轉(zhuǎn)臺的底座剛性基本上還是屬于較差的,所以在正式開始進(jìn)行刮研前,要對導(dǎo)軌進(jìn)行一個平面度的測量以及調(diào)整,這步工作的實(shí)施有利于減少后面要進(jìn)行刮研的工作量。