眉山生產第五軸公司
發布時間:2022-09-30 00:33:31
眉山生產第五軸公司
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。

眉山生產第五軸公司
向前沖洗干凈的水或空氣水混合物,并使用廢水以高速和低壓沖洗膜表面。水力剪切減少了膜表面的阻塞并恢復了水的滲透性。但單獨使用效果不佳。用清水或空氣-水混合物反沖洗。可以根據加工中心數控轉臺的堵塞程度選擇不同的后坐壓力,流速和持續時間,這對于初始堵塞非常有效。水力驅動的海綿球消除了柔軟的堵塞物。它的直徑略大于膜管的直徑。它在水壓下流經被阻塞的膜表面,并被迫沖洗,適用于基于有機膠體的堵塞物。但這種方法操作復雜并且經常損壞加工中心數控轉臺的膜表面。通常,當使用加工中心數控轉臺時,我們通常會更加注意電力的安全性。如果在使用過程中不注意這些問題,將會引起泄漏并容易導致安全事故。如果要解決這種情況,必須先知道泄漏的原因。下面介紹一下加工中心數控轉臺漏電的原因。該設備已經使用了較長時間,因為對于電氣設備,大多數設備是由絕緣材料制成的,但是隨著時間的流逝,大多數絕緣材料會受到損壞。
眉山生產第五軸公司
我國機床行業近年來產業規模大幅增加。“十一五”期間,金切機床行業工業總產值年平均增長率達百分之23.6,2010年達1306億元,并在2011年達到1542.9億元的歷史高點,其中數控機床的發展速度更快,數控機床產量占金切機床總產量的比重由2005年的百分之13.2提高到2010年的百分之29.6,國產數控機床產值市場占有率也在2010年達到百分之56.7。在數控機床方面,隨著04專項的深入實施,一大批數控機床關鍵制造技術得到突破,多種構型的國產五軸聯動及復合加工機床實現了在用戶生產現場的小批量應用,廣泛用于飛機結構件、大型水輪機葉片等多種復雜零件的加工,加工材料涵蓋了鋁合金、鈦合金、不銹鋼、復合材料等。以國產數控機床在中航工業成飛公司的應用為例,成飛公司現裝備6臺國產五軸聯動數控機床,故障率比國外同型機床稍高,但已基本滿足飛機結構件批量加工。

眉山生產第五軸公司
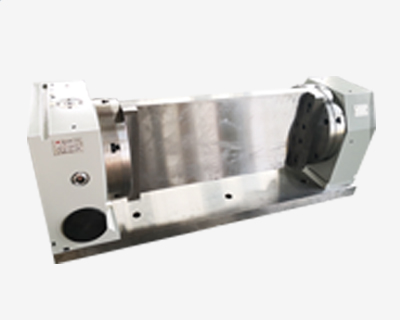
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。
眉山生產第五軸公司
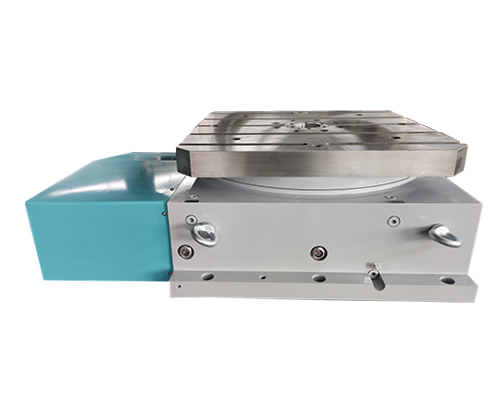
數控轉臺是一種重要的機床附件,它的應用為機床提供了回轉坐標,通過第四軸,第五軸驅動轉臺完成等分,不等分或連續的回轉加工,使客戶加工復雜曲面變成可能,擴大了機床的加工范圍。數控轉臺的設計準則,需要在一定的技術原理指導下,才能循序漸進的進行。下面給大家介紹數控轉臺的工作原理。數控轉臺的運動是由伺服電機驅動,經齒輪減速后帶動渦輪蝸桿副使工作臺轉動。為消除反向間隙和傳動間隙,通過調整偏心環來消除齒輪嚙合側隙。一側齒輪與蝸桿靠楔形拉緊圓柱銷來連接,這種連接方式能消除軸與套的配合間隙。蝸輪蝸桿常采用雙螺距漸厚蝸桿,通過移動蝸桿的軸向位置調整間隙。這種蝸桿的左右兩側面具有不同的螺距,因此蝸桿齒厚從頭到尾逐漸增厚。但由于同一側的螺距是相同的,所以仍然可以保持正常的嚙合。蝸桿偏心軸套調整中心矩來達到消除蝸桿副間隙的目的。
眉山生產第五軸公司
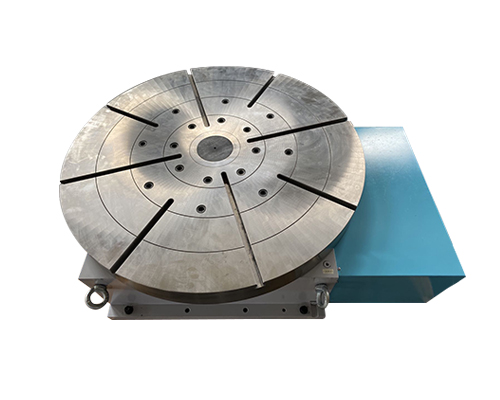
常常注意撥號盤上的分度頭各部分的平滑,并根據手冊上的規矩,做定期的加油。將工件夾緊在分度盤的分度頭上時,建議鎖緊分度盤分度頭的主軸。不要太緊了。較大時,不得用力或硬金屬撞擊工件。分度盤時,一般是順時針方向移動。在震動過程中,速度應盡量均勻均勻。一旦跳過,分度手柄應退回半圈以上以消除空隙,然后按原方向到正常位置逐步插入定位銷。調整分度頭主軸的仰角。不要松開接近主軸前部的底座頂部的兩個內六角螺絲。不然會使主軸的位置產生零位移動,并制止運用錘擊等物沖擊。分度板分度頭蝸桿和蝸輪齒隙調整適當,太緊簡單使蝸輪磨損,太松則會使精度下降。