宜賓精密工作臺公司
發(fā)布時間:2022-07-09 00:34:03
宜賓精密工作臺公司
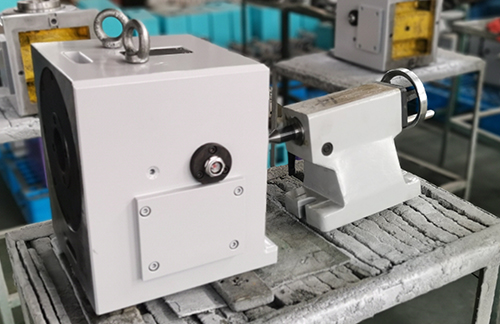
找圓心,對于專業(yè)人員來講,找圓心是很簡單的一件工作,因?yàn)樗麄儗?shù)控轉(zhuǎn)臺或者加工中心都已經(jīng)非常熟悉了。第四軸在機(jī)械的設(shè)施過程中具有廣泛地運(yùn)用,而在第四軸的作業(yè)過程中其時常會出現(xiàn)找不準(zhǔn)坐標(biāo)以及圓心的尷尬問題。由于工作的原因?qū)?shù)控回轉(zhuǎn)工作臺以及加工中心的事宜非常的熟悉,因此對他們來說是輕而易舉的。第四軸找圓心:在具體的操作時,應(yīng)以第四軸尋找拖平機(jī)床臺。隨后尋找相對容易加工的銑工件,按照鉛塊的為例,在鉛塊中找出第四軸的一個中心圓,隨后利用中心元便可以分出中心軸。第四軸找坐標(biāo):使用傳統(tǒng)的操作方式是復(fù)雜的,由于使用工具的誤差以及作業(yè)人員的人員誤差,進(jìn)而影響第四軸的坐標(biāo)原點(diǎn)的準(zhǔn)確性不高。停止機(jī)床找正工件、相關(guān)的程序作業(yè)終止進(jìn)而不能進(jìn)行連續(xù)的工作。在生產(chǎn)效率低。而第四軸的工作臺旋轉(zhuǎn)之后的程序會自動生成設(shè)施的坐標(biāo)系,通常在第四軸的加工工作臺進(jìn)行旋轉(zhuǎn)的時候,其運(yùn)用第四軸軸心、百分表等相關(guān)的工具。
宜賓精密工作臺公司
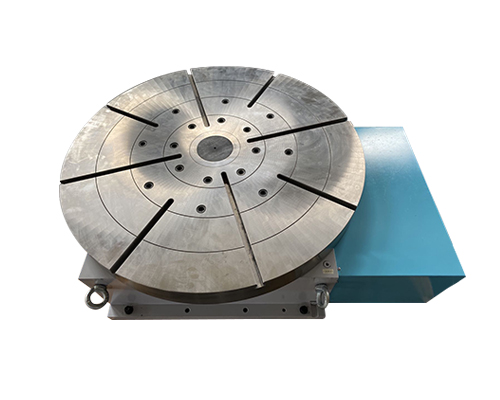
數(shù)控轉(zhuǎn)臺由伺服電機(jī)驅(qū)動,經(jīng)過齒輪減速后帶動渦輪蝸桿讓工作臺開始轉(zhuǎn)動。為消除傳動間隙與反向間隙,通過調(diào)整偏心環(huán)消除齒輪嚙合側(cè)邊縫隙。一邊的齒輪與蝸桿依靠楔形拉緊圓柱銷從而進(jìn)行連接,此種連接方式可以消除軸與套之間的配合間隙。此種蝸桿兩邊具備不同的螺距,所以蝸桿齒厚從頭至尾都是逐漸加厚。但是因?yàn)橄嗤贿叺穆菥嗍窍嗟鹊模虼藬?shù)控轉(zhuǎn)臺依然可以保持正常嚙合。而蝸桿偏心軸套調(diào)整中心距,從而達(dá)到消除蝸桿副間隙目的。當(dāng)數(shù)控轉(zhuǎn)臺靜止時,數(shù)控轉(zhuǎn)臺會處于鎖緊狀態(tài)。鼠牙盤鎖緊方式的鎖緊力小,此種方式只適用于中型或小型數(shù)控轉(zhuǎn)臺。

宜賓精密工作臺公司
一般我們在使用數(shù)控轉(zhuǎn)臺的過程中,往往比較關(guān)注的問題就是用電安全,如果在使用過程中不注意這些問題的話,就會造成漏電現(xiàn)象,容易引發(fā)安全事故的發(fā)生。要想解決這種情況,首先要知道漏電原因,下面就給大家介紹一下數(shù)控轉(zhuǎn)臺的漏電原因。就是設(shè)備使用的時間比較久,因?yàn)閷τ陔娖鱽碚f,大部分采用的都是絕緣材料制成的,但是大部分的絕緣材料都會隨著使用時間的延長而出現(xiàn)一定的破損現(xiàn)象,因此也就會出現(xiàn)漏點(diǎn)的現(xiàn)象。而處理該問題的好的辦法便是及時的對電器進(jìn)行更新。由于設(shè)備所要求的電壓較高,而相對來說插頭上的電壓并不穩(wěn)定,從而使得在進(jìn)行電源鏈接時通常也會出現(xiàn)漏電的現(xiàn)象,而該種現(xiàn)象也是發(fā)生比較多的情況,因此,在面對該情況時,解決該問題的直接的方法就是更換適合電氣設(shè)備的插座,以保證數(shù)控轉(zhuǎn)臺用電安全。
宜賓精密工作臺公司
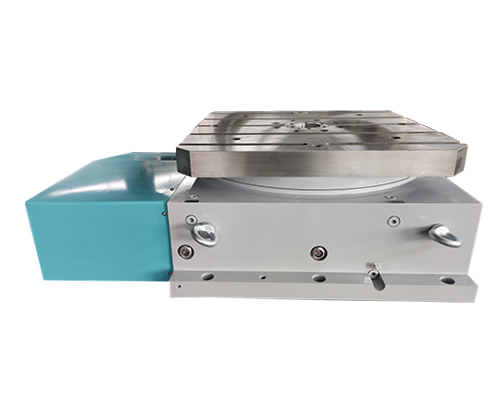
驅(qū)動:液壓轉(zhuǎn)臺采用液壓驅(qū)動齒條或液壓馬達(dá),通過齒條驅(qū)動齒輪或液壓馬達(dá)驅(qū)動齒輪的方式進(jìn)行動力提供;而電動轉(zhuǎn)臺則采用伺服電機(jī)提供動力。傳動:有齒條齒輪傳動、蝸輪蝸桿傳動幾種方式。電動轉(zhuǎn)臺一般是通過一對齒輪將電機(jī)動力傳遞到蝸桿,帶動轉(zhuǎn)臺進(jìn)行分度。液壓轉(zhuǎn)臺,采用液壓馬達(dá)驅(qū)動的傳動結(jié)構(gòu),類似于電動轉(zhuǎn)臺。采用齒輪齒條的,則是通過由活塞驅(qū)動的齒條帶動與之嚙合的與臺面相對固定齒輪進(jìn)行分度。剎緊機(jī)構(gòu):等分轉(zhuǎn)臺的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。任意分度的數(shù)控轉(zhuǎn)臺,較多采用漲緊套或剎緊片用液壓或氣壓剎緊的方式,剎緊可靠性比較高。
宜賓精密工作臺公司
五軸加工中使用的機(jī)床通常稱為五軸機(jī)床或五軸加工中心。在航空航天領(lǐng)域中經(jīng)常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機(jī)床可以在不改變工件在機(jī)床上位置的情況下加工工件的不同側(cè)面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側(cè)面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進(jìn)行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態(tài)。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。