德陽(yáng)專業(yè)工作臺(tái)廠家
發(fā)布時(shí)間:2022-06-18 00:33:59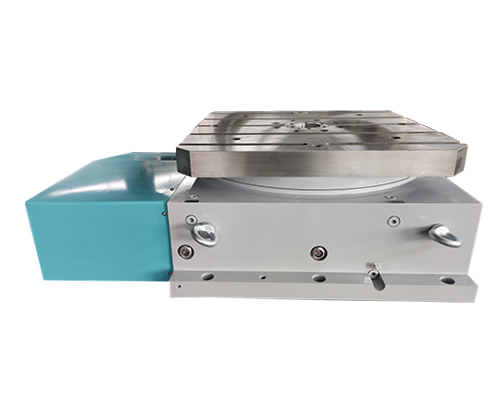
德陽(yáng)專業(yè)工作臺(tái)廠家
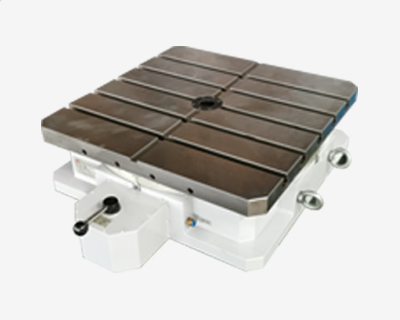
數(shù)控轉(zhuǎn)臺(tái)作為一種能夠同時(shí)繞鉛垂軸和水平軸旋轉(zhuǎn)的機(jī)械工作臺(tái),也有出現(xiàn)故障的時(shí)候,那數(shù)控轉(zhuǎn)臺(tái)出現(xiàn)故障如何處理呢,大家在遇到問(wèn)題處理時(shí)先去分析下原因。找到故障原因才能給予處理方法,下面帶大家了解一下數(shù)控轉(zhuǎn)臺(tái)可能會(huì)出現(xiàn)的故障以及處理方法。數(shù)控轉(zhuǎn)臺(tái)分度后落下時(shí)錯(cuò)動(dòng)明顯,聲音大。分析及處理過(guò)程,數(shù)控轉(zhuǎn)臺(tái)分度后落下時(shí)錯(cuò)動(dòng)明顯,說(shuō)明轉(zhuǎn)臺(tái)分度位置與鼠齒盤定位位置相差較大。如果回零時(shí)位置同時(shí)也有錯(cuò)動(dòng),則可調(diào)節(jié)第4軸柵格偏移量來(lái)解決。如果轉(zhuǎn)臺(tái)傳動(dòng)有間隙,則可調(diào)節(jié)第4軸間隙補(bǔ)償,如果機(jī)械螺距有誤差,則相應(yīng)調(diào)整第4軸螺補(bǔ)。轉(zhuǎn)臺(tái)回零不準(zhǔn),回零后工作臺(tái)歪斜,出現(xiàn)這種故障一般是由于轉(zhuǎn)臺(tái)回零開關(guān)不良、行程壓塊松動(dòng)或開關(guān)松動(dòng)。關(guān)機(jī)后將轉(zhuǎn)臺(tái)側(cè)蓋打開,用手壓行程開關(guān)正常,查行程壓塊正常,查開關(guān)座正常,估計(jì)行程開關(guān)壓合斷開點(diǎn)變化。將開關(guān)座向正確方向調(diào)整小段距離后開機(jī),故障消除。
德陽(yáng)專業(yè)工作臺(tái)廠家
鏈條與滑輪在檢修的時(shí)候,鏈片不能有裂紋和變形的情況,需轉(zhuǎn)動(dòng)靈活。每20節(jié)鏈節(jié)伸長(zhǎng)不超過(guò)規(guī)定值(8mm)。鏈條銷子的磨損不得超過(guò)原直徑5%,不得有嚴(yán)重彎曲、疲勞裂紋和銹蝕的情況。如超過(guò)允許情況時(shí),應(yīng)及時(shí)更換。若滑輪表面出現(xiàn)不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現(xiàn)臺(tái)階或壓痕,影響鏈條正常運(yùn)行時(shí)。應(yīng)及時(shí)更換。主、側(cè)滾輪在檢修的時(shí)侯,檢查主、側(cè)滾輪磨損痕跡是否均勻。其磨損限度沿直徑方向,主滾輪為1mm,側(cè)滾輪為0.5mm。否則應(yīng)及時(shí)更換。內(nèi)、外門架在檢修時(shí),內(nèi)、外門架要求平直,在全長(zhǎng)內(nèi)不直線度不得超過(guò)1mm,使用限度3mm。否則,應(yīng)修復(fù)。用磁力探傷、敲擊法檢查有無(wú)裂紋。如有,應(yīng)該及時(shí)修復(fù)。
德陽(yáng)專業(yè)工作臺(tái)廠家
驅(qū)動(dòng):液壓轉(zhuǎn)臺(tái)采用液壓驅(qū)動(dòng)齒條或液壓馬達(dá),通過(guò)齒條驅(qū)動(dòng)齒輪或液壓馬達(dá)驅(qū)動(dòng)齒輪的方式進(jìn)行動(dòng)力提供;而電動(dòng)轉(zhuǎn)臺(tái)則采用伺服電機(jī)提供動(dòng)力。傳動(dòng):有齒條齒輪傳動(dòng)、蝸輪蝸桿傳動(dòng)幾種方式。電動(dòng)轉(zhuǎn)臺(tái)一般是通過(guò)一對(duì)齒輪將電機(jī)動(dòng)力傳遞到蝸桿,帶動(dòng)轉(zhuǎn)臺(tái)進(jìn)行分度。液壓轉(zhuǎn)臺(tái),采用液壓馬達(dá)驅(qū)動(dòng)的傳動(dòng)結(jié)構(gòu),類似于電動(dòng)轉(zhuǎn)臺(tái)。采用齒輪齒條的,則是通過(guò)由活塞驅(qū)動(dòng)的齒條帶動(dòng)與之嚙合的與臺(tái)面相對(duì)固定齒輪進(jìn)行分度。剎緊機(jī)構(gòu):等分轉(zhuǎn)臺(tái)的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。任意分度的數(shù)控轉(zhuǎn)臺(tái),較多采用漲緊套或剎緊片用液壓或氣壓剎緊的方式,剎緊可靠性比較高。
德陽(yáng)專業(yè)工作臺(tái)廠家
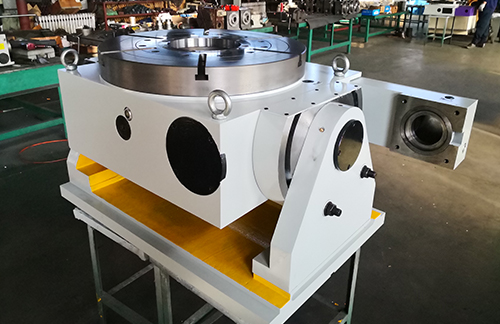
在操作第四軸旋轉(zhuǎn)平臺(tái)的時(shí)候,工作之前應(yīng)仔細(xì)檢查電源以及電壓,檢查油泵的潤(rùn)滑情況,檢查壓力裝置以及冷卻裝置是否運(yùn)行良好,檢查刀具以及油管是否到位,檢查夾具是否有損壞。檢查完畢之后,才能夠正常開機(jī)作業(yè)。這種檢查看似很沒(méi)有必要,其實(shí)卻十分重要。開機(jī)前各項(xiàng)檢查都做好,能有效避免貿(mào)然開機(jī)對(duì)設(shè)備造成損壞。開機(jī)前的檢查完畢后,即可開機(jī)。在機(jī)器設(shè)備啟動(dòng)之后,不要立刻進(jìn)行操作。應(yīng)該把各項(xiàng)機(jī)械做回零,然后開始試運(yùn)行,五分鐘左右再確認(rèn)一下工件、刀具以及各項(xiàng)參數(shù)是否準(zhǔn)確。若是準(zhǔn)確,則可以開始正常工作,若是不準(zhǔn)確,需要找出原因,立即修正,參數(shù)準(zhǔn)確后再開始工作。
德陽(yáng)專業(yè)工作臺(tái)廠家
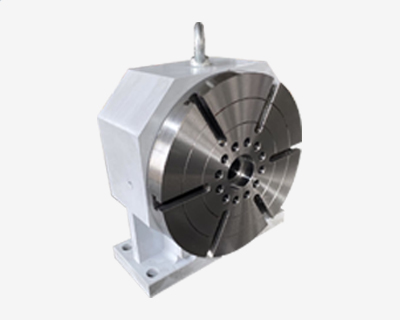
當(dāng)高精度轉(zhuǎn)臺(tái)靜止不動(dòng)時(shí),它必須處于鎖定狀態(tài)。因此,在蝸輪的底部沿輻射方向安裝了8對(duì)夾緊靴,并且在基座上均勻分布了相同數(shù)量的小型液壓缸。當(dāng)小液壓缸的上腔與壓力油連接時(shí),活塞壓向鋼球,打開壓靴,然后夾緊蝸輪。當(dāng)工作臺(tái)需要旋轉(zhuǎn)時(shí),先將小型液壓缸的上腔連接到回油通道。在彈簧的作用下,鋼球被抬起,壓塊使蝸輪松開。高精度轉(zhuǎn)盤配有零位點(diǎn)。當(dāng)其移至零時(shí),先用限位器按下限位開關(guān)以降低旋轉(zhuǎn)工作臺(tái)的速度,然后圓光柵或編碼器發(fā)送零信號(hào)以使工作臺(tái)準(zhǔn)確地停在零位。轉(zhuǎn)臺(tái)可以任意角度旋轉(zhuǎn)和分度,也可以用于連續(xù)旋轉(zhuǎn)進(jìn)給運(yùn)動(dòng)。工作臺(tái)的導(dǎo)軌表面由大型滾動(dòng)軸承支撐,而圓錐滾子軸承和雙列向心圓柱滾子軸承可保持準(zhǔn)確的旋轉(zhuǎn)中心。高精度轉(zhuǎn)臺(tái)的定位精度主要取決于蝸桿對(duì)的傳輸精度,因此必須使用高精度的蝸桿對(duì)。
德陽(yáng)專業(yè)工作臺(tái)廠家
我國(guó)機(jī)床行業(yè)近年來(lái)產(chǎn)業(yè)規(guī)模大幅增加。“十一五”期間,金切機(jī)床行業(yè)工業(yè)總產(chǎn)值年平均增長(zhǎng)率達(dá)百分之23.6,2010年達(dá)1306億元,并在2011年達(dá)到1542.9億元的歷史高點(diǎn),其中數(shù)控機(jī)床的發(fā)展速度更快,數(shù)控機(jī)床產(chǎn)量占金切機(jī)床總產(chǎn)量的比重由2005年的百分之13.2提高到2010年的百分之29.6,國(guó)產(chǎn)數(shù)控機(jī)床產(chǎn)值市場(chǎng)占有率也在2010年達(dá)到百分之56.7。在數(shù)控機(jī)床方面,隨著04專項(xiàng)的深入實(shí)施,一大批數(shù)控機(jī)床關(guān)鍵制造技術(shù)得到突破,多種構(gòu)型的國(guó)產(chǎn)五軸聯(lián)動(dòng)及復(fù)合加工機(jī)床實(shí)現(xiàn)了在用戶生產(chǎn)現(xiàn)場(chǎng)的小批量應(yīng)用,廣泛用于飛機(jī)結(jié)構(gòu)件、大型水輪機(jī)葉片等多種復(fù)雜零件的加工,加工材料涵蓋了鋁合金、鈦合金、不銹鋼、復(fù)合材料等。以國(guó)產(chǎn)數(shù)控機(jī)床在中航工業(yè)成飛公司的應(yīng)用為例,成飛公司現(xiàn)裝備6臺(tái)國(guó)產(chǎn)五軸聯(lián)動(dòng)數(shù)控機(jī)床,故障率比國(guó)外同型機(jī)床稍高,但已基本滿足飛機(jī)結(jié)構(gòu)件批量加工。