潮州專業(yè)端齒盤(pán)價(jià)格
發(fā)布時(shí)間:2022-05-16 00:34:16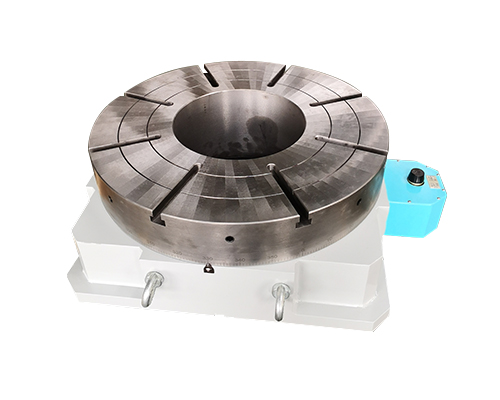
潮州專業(yè)端齒盤(pán)價(jià)格
鏈條與滑輪在檢修時(shí),鏈片不得有裂紋和變形,需轉(zhuǎn)動(dòng)靈活。每20節(jié)鏈節(jié)伸長(zhǎng)不超過(guò)規(guī)定值(8mm)。鏈條銷子的磨損不得超過(guò)原直徑5%,不得有嚴(yán)重彎曲、疲勞裂紋和銹蝕。如超過(guò)允許情況時(shí),應(yīng)更換。若滑輪表面出現(xiàn)不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現(xiàn)臺(tái)階或壓痕,影響鏈條正常運(yùn)行時(shí)。應(yīng)予以更換。主、側(cè)滾輪在檢修時(shí),檢查主、側(cè)滾輪磨損痕跡應(yīng)均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側(cè)滾輪為0.5mm。否則應(yīng)更換。內(nèi)、外門架在檢修時(shí),內(nèi)、外門架要求平直,在全長(zhǎng)內(nèi)不直線度不得超過(guò)1mm,使用限度3mm。否則,應(yīng)修復(fù)。用磁力探傷、敲擊法檢查有無(wú)裂紋。如有,應(yīng)修復(fù)。檢查變形或扭曲。當(dāng)彎曲變形在全長(zhǎng)范圍內(nèi)超過(guò)1.5mm,橫向?qū)挾炔畛^(guò)1.5mm,內(nèi)門架頂板彎曲變形超過(guò)2.Omm時(shí),應(yīng)矯正。當(dāng)整體變形嚴(yán)重、導(dǎo)軌里口尺寸超過(guò)磨損限度時(shí),應(yīng)報(bào)廢。
潮州專業(yè)端齒盤(pán)價(jià)格
數(shù)控轉(zhuǎn)臺(tái)是一種重要的機(jī)床附件,它的應(yīng)用為機(jī)床提供了回轉(zhuǎn)坐標(biāo),通過(guò)第四軸,第五軸驅(qū)動(dòng)轉(zhuǎn)臺(tái)完成等分,不等分或連續(xù)的回轉(zhuǎn)加工,使客戶加工復(fù)雜曲面變成可能,擴(kuò)大了機(jī)床的加工范圍。數(shù)控轉(zhuǎn)臺(tái)的設(shè)計(jì)準(zhǔn)則,需要在一定的技術(shù)原理指導(dǎo)下,才能循序漸進(jìn)的進(jìn)行。下面給大家介紹數(shù)控轉(zhuǎn)臺(tái)的工作原理。數(shù)控轉(zhuǎn)臺(tái)的運(yùn)動(dòng)是由伺服電機(jī)驅(qū)動(dòng),經(jīng)齒輪減速后帶動(dòng)渦輪蝸桿副使工作臺(tái)轉(zhuǎn)動(dòng)。為消除反向間隙和傳動(dòng)間隙,通過(guò)調(diào)整偏心環(huán)來(lái)消除齒輪嚙合側(cè)隙。一側(cè)齒輪與蝸桿靠楔形拉緊圓柱銷來(lái)連接,這種連接方式能消除軸與套的配合間隙。蝸輪蝸桿常采用雙螺距漸厚蝸桿,通過(guò)移動(dòng)蝸桿的軸向位置調(diào)整間隙。這種蝸桿的左右兩側(cè)面具有不同的螺距,因此蝸桿齒厚從頭到尾逐漸增厚。但由于同一側(cè)的螺距是相同的,所以仍然可以保持正常的嚙合。蝸桿偏心軸套調(diào)整中心矩來(lái)達(dá)到消除蝸桿副間隙的目的。
潮州專業(yè)端齒盤(pán)價(jià)格
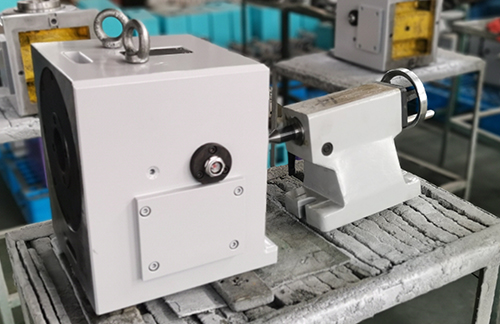
調(diào)整分度盤(pán)主軸仰角時(shí),切不可將基座上部靠近主軸前端的兩個(gè)內(nèi)六角螺釘松開(kāi),否則會(huì)使主軸位置的零位走動(dòng),并嚴(yán)禁運(yùn)用錘子等物敲打。分度盤(pán)蝸桿和蝸輪的哧合間隙要調(diào)整得恰當(dāng),過(guò)緊易使蝸輪磨損,過(guò)松會(huì)使分度精度降落。經(jīng)常留意分度盤(pán)各局部的光滑,并按闡明書(shū)上的規(guī)則,做到定期加油。在分度盤(pán)上夾持工件時(shí),要先鎖緊分度盤(pán)主軸,緊固時(shí)不用力過(guò)猛過(guò)大,切忌用力敲打工件,分度時(shí),普通是沿順時(shí)針?lè)较驌u,在搖動(dòng)過(guò)程中,盡可能要?jiǎng)蛩偾移骄坏┻^(guò)位則應(yīng)將分度手柄返回半圈以上以消弭間隙,然后再按原來(lái)方向到規(guī)則位置漸漸插入定位銷。在生產(chǎn)實(shí)踐中,可是由于工件上加工余量的不同,實(shí)質(zhì)上是切削用量之切削深度發(fā)生改變,這時(shí)也會(huì)造成尺寸誤差,所以在操作時(shí)一定要格外注意。
潮州專業(yè)端齒盤(pán)價(jià)格
向前沖洗干凈的水或空氣水混合物,并使用廢水以高速和低壓沖洗膜表面。水力剪切減少了膜表面的阻塞并恢復(fù)了水的滲透性。但單獨(dú)使用效果不佳。用清水或空氣-水混合物反沖洗。可以根據(jù)加工中心數(shù)控轉(zhuǎn)臺(tái)的堵塞程度選擇不同的后坐壓力,流速和持續(xù)時(shí)間,這對(duì)于初始堵塞非常有效。水力驅(qū)動(dòng)的海綿球消除了柔軟的堵塞物。它的直徑略大于膜管的直徑。它在水壓下流經(jīng)被阻塞的膜表面,并被迫沖洗,適用于基于有機(jī)膠體的堵塞物。但這種方法操作復(fù)雜并且經(jīng)常損壞加工中心數(shù)控轉(zhuǎn)臺(tái)的膜表面。通常,當(dāng)使用加工中心數(shù)控轉(zhuǎn)臺(tái)時(shí),我們通常會(huì)更加注意電力的安全性。如果在使用過(guò)程中不注意這些問(wèn)題,將會(huì)引起泄漏并容易導(dǎo)致安全事故。如果要解決這種情況,必須先知道泄漏的原因。下面介紹一下加工中心數(shù)控轉(zhuǎn)臺(tái)漏電的原因。該設(shè)備已經(jīng)使用了較長(zhǎng)時(shí)間,因?yàn)閷?duì)于電氣設(shè)備,大多數(shù)設(shè)備是由絕緣材料制成的,但是隨著時(shí)間的流逝,大多數(shù)絕緣材料會(huì)受到損壞。

潮州專業(yè)端齒盤(pán)價(jià)格
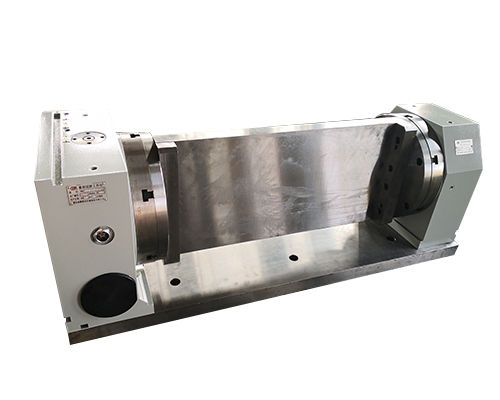
數(shù)控轉(zhuǎn)臺(tái)利用靜壓導(dǎo)軌油膜的方法,其實(shí)大多數(shù)其實(shí)都是無(wú)法做到可以非常的滿足精度這樣的要求的,所以就目前來(lái)說(shuō)的話,其實(shí)一般采用的方法其實(shí)還是刮研這樣的加工方法來(lái)進(jìn)行保證,下面給大家講一下數(shù)控轉(zhuǎn)臺(tái)的刮研方法:刮研方法是數(shù)控轉(zhuǎn)臺(tái)經(jīng)常采用的方法,數(shù)控轉(zhuǎn)臺(tái)一般都會(huì)采用運(yùn)轉(zhuǎn)平穩(wěn)的靜壓導(dǎo)軌來(lái)進(jìn)行刮研。大型數(shù)控轉(zhuǎn)臺(tái)的靜壓導(dǎo)軌上的油膜厚度其實(shí)主要的目的是為了增加其剛性,但是大型數(shù)控轉(zhuǎn)臺(tái)靜壓導(dǎo)軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數(shù)值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對(duì)導(dǎo)軌面的加工精度的要求其實(shí)還是屬于比較高的。一般來(lái)說(shuō)的話,其實(shí)大型數(shù)控轉(zhuǎn)臺(tái)的底座長(zhǎng)度大都是維持在2m以上的長(zhǎng)度范圍內(nèi),但是因?yàn)榇笮蛿?shù)控轉(zhuǎn)臺(tái)的底座剛性基本上還是屬于較差的,所以在正式開(kāi)始進(jìn)行刮研前,要對(duì)導(dǎo)軌進(jìn)行一個(gè)平面度的測(cè)量以及調(diào)整,這步工作的實(shí)施有利于減少后面要進(jìn)行刮研的工作量。
潮州專業(yè)端齒盤(pán)價(jià)格
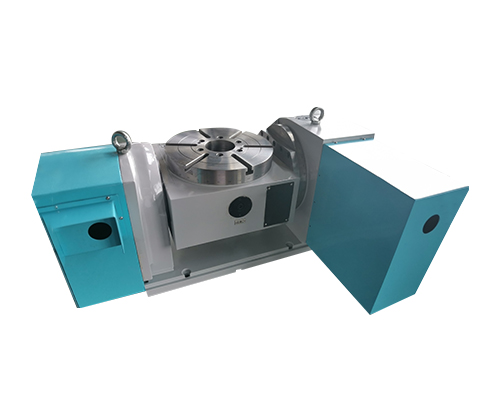
簡(jiǎn)化轉(zhuǎn)臺(tái),降低轉(zhuǎn)臺(tái)的通用性,以提高精度;使用新材料,充分利用新材料的特性,提高制造水平的準(zhǔn)確性。應(yīng)用計(jì)算機(jī)控制,提高高精度轉(zhuǎn)臺(tái)的自動(dòng)化水平,并使用計(jì)算機(jī)準(zhǔn)確性來(lái)反饋錯(cuò)誤。轉(zhuǎn)盤(pán)技術(shù)的序列化可以有效降低成本和人員培訓(xùn)周期,并縮短研發(fā)時(shí)間。為了提高高精度轉(zhuǎn)臺(tái)控制系統(tǒng)的精度。除了提高轉(zhuǎn)盤(pán)自身組件的精度外,研究先進(jìn)的控制方法也非常重要。由于模擬電路的噪聲和漂移會(huì)嚴(yán)重影響高精度轉(zhuǎn)臺(tái)的控制系統(tǒng),因此有必要使用數(shù)字控制系統(tǒng)。數(shù)控系統(tǒng)的結(jié)構(gòu)簡(jiǎn)單,其精度不受噪聲和漂移的影響,可以有效地提高精度,因此將模擬控制系統(tǒng)替換為數(shù)控系統(tǒng)。