資陽生產數控分度頭公司
發布時間:2022-05-02 00:34:13
資陽生產數控分度頭公司
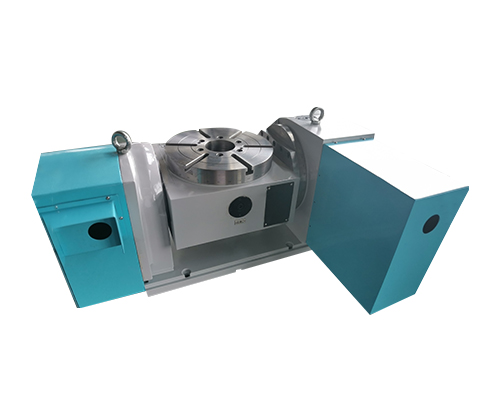
第四軸的效果就是根據控制系統所發射的信號或許發送的指令進行連續性的回轉、進給運動或許是做回轉分度的調整,然后使數控機床可以依照要求結束所要加工的程序。第四軸一般和立式的加工中心及數控銑床進行配套。可以效果在加T軸和套類的物品進行加工。第四軸可以通過獨立的控制程序或設備來控制操作,當然也可以根據相關的接口通過主機的數系統或設備完結控制。在裝置運用第四軸后。可以快速進步出產功率和加工物品的加工效果、質量。
資陽生產數控分度頭公司
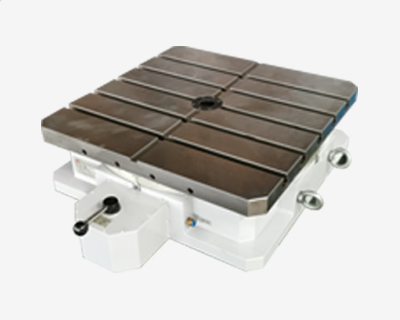
常常注意撥號盤上的分度頭各部分的平滑,并根據手冊上的規矩,做定期的加油。將工件夾緊在分度盤的分度頭上時,建議鎖緊分度盤分度頭的主軸。不要太緊了。較大時,不得用力或硬金屬撞擊工件。分度盤時,一般是順時針方向移動。在震動過程中,速度應盡量均勻均勻。一旦跳過,分度手柄應退回半圈以上以消除空隙,然后按原方向到正常位置逐步插入定位銷。調整分度頭主軸的仰角。不要松開接近主軸前部的底座頂部的兩個內六角螺絲。不然會使主軸的位置產生零位移動,并制止運用錘擊等物沖擊。分度板分度頭蝸桿和蝸輪齒隙調整適當,太緊簡單使蝸輪磨損,太松則會使精度下降。
資陽生產數控分度頭公司
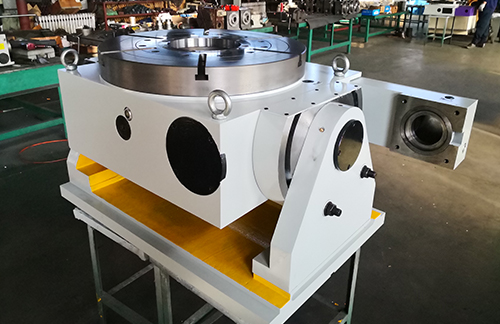
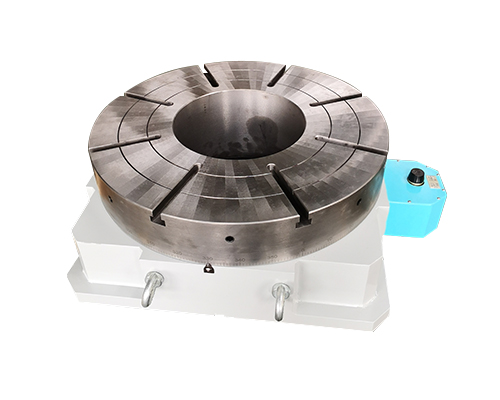
數控轉臺是一種重要的機床附件,它的應用為機床提供了回轉坐標,通過第四軸,第五軸驅動轉臺完成等分,不等分或連續的回轉加工,使客戶加工復雜曲面變成可能,擴大了機床的加工范圍。數控轉臺的設計準則,需要在一定的技術原理指導下,才能循序漸進的進行。下面給大家介紹數控轉臺的工作原理。數控轉臺的運動是由伺服電機驅動,經齒輪減速后帶動渦輪蝸桿副使工作臺轉動。為消除反向間隙和傳動間隙,通過調整偏心環來消除齒輪嚙合側隙。一側齒輪與蝸桿靠楔形拉緊圓柱銷來連接,這種連接方式能消除軸與套的配合間隙。蝸輪蝸桿常采用雙螺距漸厚蝸桿,通過移動蝸桿的軸向位置調整間隙。這種蝸桿的左右兩側面具有不同的螺距,因此蝸桿齒厚從頭到尾逐漸增厚。但由于同一側的螺距是相同的,所以仍然可以保持正常的嚙合。蝸桿偏心軸套調整中心矩來達到消除蝸桿副間隙的目的。
資陽生產數控分度頭公司
操作數控轉臺的人員必須經過專業培訓,通過安全生產監督部門的考核,并經公司同意后方能操作,規范數控轉臺安全操作,安全駕駛,每個數控轉臺人員都應該知道的安全要求,我們也來了解一下吧!數控轉臺作業前后,應檢查外觀,加注燃料、潤滑油和冷卻水。檢查起動、運轉及制動安全性能。檢查燈光、制動信號是否齊全有效。數控轉臺運轉過程中應檢查壓力、溫度是否正常。數控轉臺行后還應檢查外泄漏情況并及時更換密封件。數控轉臺使用中要注意安全,以上只是安全要求的一部分,數控轉臺人員必須認真學習并嚴格遵守所有操作規程,熟悉數控轉臺性能和操作區域情況。
資陽生產數控分度頭公司
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。