菏澤生產(chǎn)工作臺(tái)廠家
發(fā)布時(shí)間:2022-03-05 00:34:29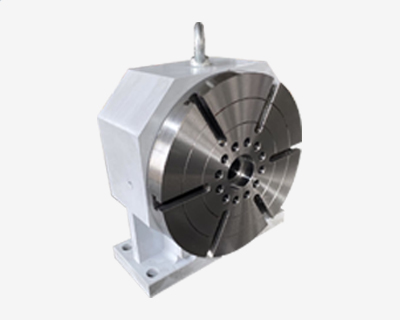
菏澤生產(chǎn)工作臺(tái)廠家
調(diào)整分度盤主軸仰角時(shí),切不可將基座上部靠近主軸前端的兩個(gè)內(nèi)六角螺釘松開,否則會(huì)使主軸位置的零位走動(dòng),并嚴(yán)禁運(yùn)用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調(diào)整得恰當(dāng),過緊易使蝸輪磨損,過松會(huì)使分度精度降落。經(jīng)常留意分度盤各局部的光滑,并按闡明書上的規(guī)則,做到定期加油。在分度盤上夾持工件時(shí),要先鎖緊分度盤主軸,緊固時(shí)不用力過猛過大,切忌用力敲打工件,分度時(shí),普通是沿順時(shí)針方向搖,在搖動(dòng)過程中,盡可能要?jiǎng)蛩偾移骄坏┻^位則應(yīng)將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規(guī)則位置漸漸插入定位銷。在生產(chǎn)實(shí)踐中,可是由于工件上加工余量的不同,實(shí)質(zhì)上是切削用量之切削深度發(fā)生改變,這時(shí)也會(huì)造成尺寸誤差,所以在操作時(shí)一定要格外注意。
菏澤生產(chǎn)工作臺(tái)廠家
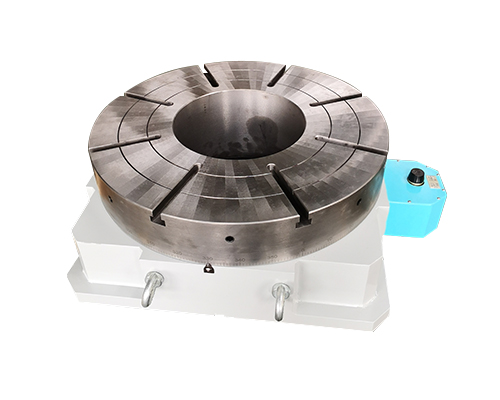
我們公司的數(shù)控轉(zhuǎn)臺(tái)在質(zhì)量上有保障,價(jià)格合理,而且工藝技術(shù)先進(jìn),設(shè)備精良。下面跟大家介紹的是數(shù)控轉(zhuǎn)臺(tái)的剎緊裝置信息,如果你不了解就一起去看看吧。當(dāng)數(shù)控轉(zhuǎn)臺(tái)不參與角度分度或者是圓弧插補(bǔ)時(shí),但為了能保證加工過程中數(shù)控轉(zhuǎn)臺(tái)無角位移,需要提高其承受偏載的能力,這時(shí)會(huì)配有剎緊裝置。在現(xiàn)如今,數(shù)控轉(zhuǎn)臺(tái)設(shè)計(jì)的一種新型剎緊裝置,是采用了多點(diǎn)鎖緊的方式,剎緊力作用在環(huán)形剎緊鋼板上,而且環(huán)形剎緊鋼板和轉(zhuǎn)臺(tái)回轉(zhuǎn)大件直接連接,在剎緊時(shí)利用環(huán)形剎緊鋼板自身的彈性變形來阿美族剎緊要求,這樣就不會(huì)造成數(shù)控轉(zhuǎn)臺(tái)大件的變形個(gè)幾何精度的喪失。
菏澤生產(chǎn)工作臺(tái)廠家
密封性:電機(jī)罩殼,根據(jù)IP67完全密封,防止電機(jī)損壞和鎖緊故障。驅(qū)動(dòng)電機(jī):同一電機(jī)外殼可以匹配5種電機(jī)。易互換的電機(jī)。黑盒子:增加可用性,降低維護(hù)費(fèi)用。可以快速定位故障點(diǎn),做到預(yù)防性的維護(hù),在線故障報(bào)警和主軸鎖緊控制系統(tǒng)。轉(zhuǎn)速,電機(jī)殼體的內(nèi)部壓力,溫度,濕度和濃度的監(jiān)控,實(shí)時(shí)記錄重要?dú)v史數(shù)據(jù)。USB插槽:快速,便捷的數(shù)據(jù)傳輸,便于故障診斷。電纜接口單元:電纜接口可以全方向轉(zhuǎn)動(dòng),即插即用的設(shè)計(jì),故障時(shí)快速更換電纜,所有內(nèi)部電纜集成到接口。主軸夾緊:大扭矩高剛性,夾緊在靠近工作附近的大直徑處,快速響應(yīng),控制處理器,集成壓力傳感器的優(yōu)化監(jiān)測(cè),在夾緊和釋放期間無軸向運(yùn)動(dòng),使用壽命長(zhǎng),在整個(gè)使用壽命期間夾緊力保持不變。主軸:強(qiáng)硬化和高精度,徑向軸向跳動(dòng)6μm(可選:到2μm),多用途產(chǎn)品配件。附件:手動(dòng)或自動(dòng)HSK或者ISO夾緊,各種夾頭,夾緊系統(tǒng),接盤和卡盤,處理托盤系統(tǒng),旋轉(zhuǎn)連接和夾緊氣缸。

菏澤生產(chǎn)工作臺(tái)廠家
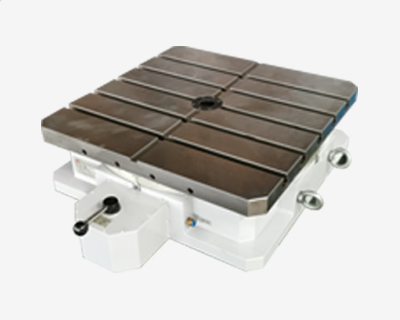
五軸加工中使用的機(jī)床通常稱為五軸機(jī)床或五軸加工中心。在航空航天領(lǐng)域中經(jīng)常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機(jī)床可以在不改變工件在機(jī)床上位置的情況下加工工件的不同側(cè)面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對(duì)于直紋表面零件,側(cè)面銑削可用于一次成型。對(duì)于一般的三維表面,尤其是相對(duì)平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個(gè)空間表面上進(jìn)行多面和多過程處理。在五軸加工過程中,相對(duì)于工件表面,刀具可以處于有效的切削狀態(tài)。零件表面的誤差分布均勻。在某些加工場(chǎng)合,可以使用較大尺寸的切刀,以避免加工干擾。