煙臺(tái)精密端齒盤廠家
發(fā)布時(shí)間:2022-02-11 00:34:38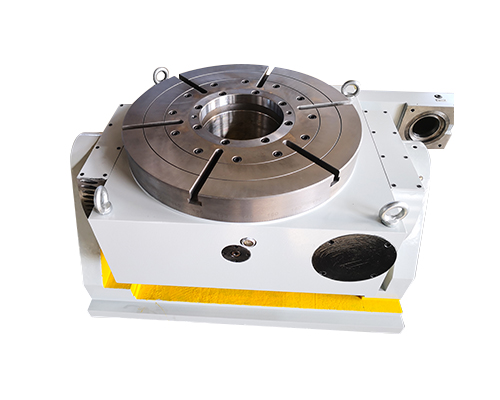
煙臺(tái)精密端齒盤廠家
找圓心,對(duì)于專業(yè)人員來講,找圓心是很簡單的一件工作,因?yàn)樗麄儗?duì)數(shù)控轉(zhuǎn)臺(tái)或者加工中心都已經(jīng)非常熟悉了。第四軸在機(jī)械的設(shè)施過程中具有廣泛地運(yùn)用,而在第四軸的作業(yè)過程中其時(shí)常會(huì)出現(xiàn)找不準(zhǔn)坐標(biāo)以及圓心的尷尬問題。由于工作的原因?qū)?shù)控回轉(zhuǎn)工作臺(tái)以及加工中心的事宜非常的熟悉,因此對(duì)他們來說是輕而易舉的。第四軸找圓心:在具體的操作時(shí),應(yīng)以第四軸尋找拖平機(jī)床臺(tái)。隨后尋找相對(duì)容易加工的銑工件,按照鉛塊的為例,在鉛塊中找出第四軸的一個(gè)中心圓,隨后利用中心元便可以分出中心軸。第四軸找坐標(biāo):使用傳統(tǒng)的操作方式是復(fù)雜的,由于使用工具的誤差以及作業(yè)人員的人員誤差,進(jìn)而影響第四軸的坐標(biāo)原點(diǎn)的準(zhǔn)確性不高。停止機(jī)床找正工件、相關(guān)的程序作業(yè)終止進(jìn)而不能進(jìn)行連續(xù)的工作。在生產(chǎn)效率低。而第四軸的工作臺(tái)旋轉(zhuǎn)之后的程序會(huì)自動(dòng)生成設(shè)施的坐標(biāo)系,通常在第四軸的加工工作臺(tái)進(jìn)行旋轉(zhuǎn)的時(shí)候,其運(yùn)用第四軸軸心、百分表等相關(guān)的工具。
煙臺(tái)精密端齒盤廠家
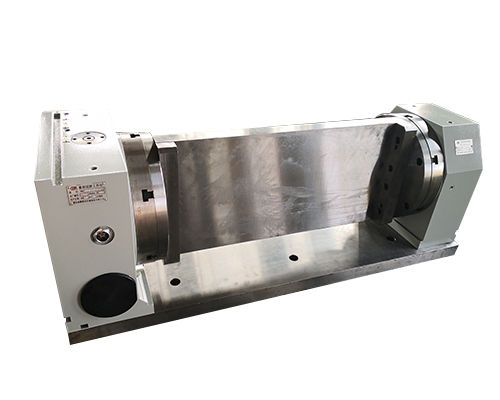
數(shù)控轉(zhuǎn)臺(tái)和數(shù)控分度盤都是數(shù)控機(jī)床中比較常用的機(jī)床設(shè)備,但是兩者卻不相同,數(shù)控轉(zhuǎn)臺(tái)是一種能夠同時(shí)繞鉛垂軸和水平軸旋轉(zhuǎn)的機(jī)械工作臺(tái)。數(shù)控分度盤大多數(shù)適用于銑床、鉆床及加工中心。配合工作母機(jī)四軸操作界面,可作同動(dòng)四軸加工。數(shù)控轉(zhuǎn)臺(tái)的運(yùn)動(dòng)是由伺服電機(jī)驅(qū)動(dòng),經(jīng)齒輪減速后帶動(dòng)渦輪蝸桿副使工作臺(tái)轉(zhuǎn)動(dòng)。為消除反向間隙和傳動(dòng)間隙,通過調(diào)整偏心環(huán)來消除齒輪嚙合側(cè)隙。數(shù)控分度盤工作原理:通過輸入軸上的共軛凸輪與輸出軸上帶有均勻散布滾針軸承的分度盤無間隙垂直嚙合。凸輪外貌面的曲線段驅(qū)策分度盤上的滾針軸承發(fā)動(dòng)分度盤轉(zhuǎn)為,直線段使分度盤靜止,并定位自鎖。
煙臺(tái)精密端齒盤廠家
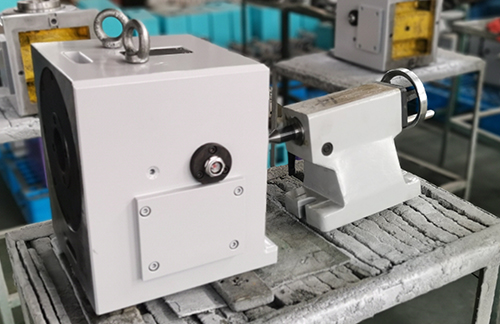
常用分度盤:是比較常用的。主軸可以在水平和垂直方向之間的任何角度傾斜。分度機(jī)構(gòu)由一個(gè)分度盤和一個(gè)蝸輪蝸桿副組成,其傳動(dòng)比為1:40。有與定位在分度盤不同相等的分割的孔多個(gè)圓。旋轉(zhuǎn)與蝸桿連接至所述定位銷插入到所選擇的定位孔,以實(shí)現(xiàn)索引手柄。當(dāng)分度板上等分的孔數(shù)不能滿足分度要求時(shí),可以通過蝸桿與主軸之間的齒輪交換來改變傳動(dòng)比,以擴(kuò)大分度范圍。在銑削機(jī)。常用分度盤的交換齒輪可以與銑床工作臺(tái)的進(jìn)給螺桿根據(jù)一個(gè)相連接,從而使工件的軸向進(jìn)料與所述旋轉(zhuǎn)運(yùn)動(dòng)相結(jié)合。Semi分度盤:結(jié)構(gòu)基本相同,普遍索引頭的,但沒有交換齒輪機(jī)構(gòu),它只能直接通過分度板索引,并且不能與銑床表被鏈接。Equal分裂指數(shù)板:一般采用具有24個(gè)狹槽或孔相等的分隔板,它可以直接實(shí)現(xiàn)2,3,4,6,8,12,和24個(gè)相等的分割,包括水平,垂直和垂直-水平式三種。垂直和水平基部具有垂直于彼此的兩個(gè)安裝表面,和主軸可以是在水平或垂直位置。
煙臺(tái)精密端齒盤廠家
鏈條與滑輪在檢修時(shí),鏈片不得有裂紋和變形,需轉(zhuǎn)動(dòng)靈活。每20節(jié)鏈節(jié)伸長不超過規(guī)定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴(yán)重彎曲、疲勞裂紋和銹蝕。如超過允許情況時(shí),應(yīng)更換。若滑輪表面出現(xiàn)不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現(xiàn)臺(tái)階或壓痕,影響鏈條正常運(yùn)行時(shí)。應(yīng)予以更換。主、側(cè)滾輪在檢修時(shí),檢查主、側(cè)滾輪磨損痕跡應(yīng)均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側(cè)滾輪為0.5mm。否則應(yīng)更換。內(nèi)、外門架在檢修時(shí),內(nèi)、外門架要求平直,在全長內(nèi)不直線度不得超過1mm,使用限度3mm。否則,應(yīng)修復(fù)。用磁力探傷、敲擊法檢查有無裂紋。如有,應(yīng)修復(fù)。檢查變形或扭曲。當(dāng)彎曲變形在全長范圍內(nèi)超過1.5mm,橫向?qū)挾炔畛^1.5mm,內(nèi)門架頂板彎曲變形超過2.Omm時(shí),應(yīng)矯正。當(dāng)整體變形嚴(yán)重、導(dǎo)軌里口尺寸超過磨損限度時(shí),應(yīng)報(bào)廢。

煙臺(tái)精密端齒盤廠家
在使用數(shù)控轉(zhuǎn)臺(tái)期間,維護(hù)非常重要,這樣可以減少發(fā)生故障的可能性。我們來談?wù)剶?shù)轉(zhuǎn)臺(tái)的鏈條和皮帶輪的維護(hù)。對(duì)鏈條和皮帶輪進(jìn)行大修時(shí),鏈條不應(yīng)破裂或變形,并且需要靈活旋轉(zhuǎn)。每20個(gè)鏈接的伸長率不超過指定值(8毫米)。鏈銷的磨損不得超過原始直徑的5%,并且不得出現(xiàn)嚴(yán)重的彎曲,疲勞裂紋和生銹。如果超過條件允許,則應(yīng)進(jìn)行更換。如果皮帶輪表面磨損不均勻,則兩個(gè)皮帶輪的外徑之差大于0.2mm,皮帶輪表面會(huì)出現(xiàn)臺(tái)階或壓痕,影響皮帶輪的正常運(yùn)行,這時(shí)候就應(yīng)該更換。檢查數(shù)控轉(zhuǎn)臺(tái)的主輥還有側(cè)輥的磨損痕跡。磨損極限沿直徑,主輥為1.0mm,側(cè)輥為0.5mm。否則,應(yīng)將其更換,對(duì)內(nèi)門架和外門架進(jìn)行大修時(shí),內(nèi)門架和外門架必須是直的,并且在整個(gè)長度內(nèi)的非直線度不得超過1mm,使用極限為3mm。否則,應(yīng)修理。用磁力檢查和敲擊方法檢查裂紋。如果是這樣,應(yīng)該對(duì)其進(jìn)行維修。
煙臺(tái)精密端齒盤廠家
數(shù)控轉(zhuǎn)臺(tái)使用一段時(shí)間后,有些配件就會(huì)達(dá)到使用壽命需要更換,下面為大家介紹數(shù)控轉(zhuǎn)臺(tái)幾種配件的更換方法。更換閥板與閥座:卸掉閥腔壓力,拆除閥蓋螺栓,將閥板與閥蓋以上部分一起取出。拆除帶槽圓螺母、開關(guān)銷、六角螺釘、前后止動(dòng)帽,則可更換筒形閥板,同時(shí)更換閥座。清洗閥腔,應(yīng)特別小心密封面處。更換新的閥板、閥座,應(yīng)在閥板與閥蓋凸臺(tái)部分之前的空隙處用密封脂塞滿,并在上蓋內(nèi)部加滿鈣基潤滑油,以便潤滑軸承。更換唇形密封填料:執(zhí)行先卸掉閥腔壓力,然后拆卸護(hù)罩、圓螺母、手輪、軸承壓蓋、軸承、填料壓蓋、再更換唇形密封填料。更換軸承:拆卸護(hù)罩、圓螺母、手輪、軸承壓蓋,這時(shí)可換上軸承。若要更換下軸承,需卸掉閥桿螺母,軸承間隙有軸承蓋調(diào)整,調(diào)整完畢后,轉(zhuǎn)動(dòng)手輪應(yīng)運(yùn)動(dòng)靈活,無卡阻。