汕尾生產工作臺公司
發布時間:2022-02-05 00:34:21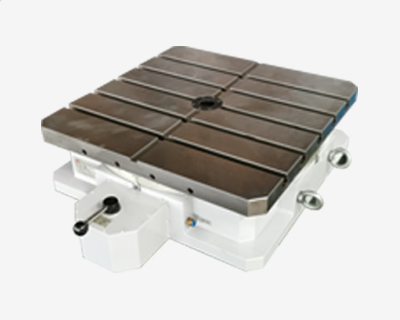
汕尾生產工作臺公司
加工中心數控轉臺在實際應用中具有許多意想不到的好處,例如,減少了運行過程中的摩擦和熱量,使整個機器更加穩定可靠,從而減少了能耗并降低了故障可能性。為了實現高速,高精度的目標,數控轉盤等自動化設備的制造商加大了技術投入和開發力度,開發了更多的數控轉盤用自動化產品,例如電主軸,編碼器等。這些自動化產品為實現加工中心數控轉臺的高速和高精度功能提供了有力的支持。高速,高精度不僅意味著分度控制轉臺必須以更高或更快的速度加工工件,并生產出更高精度的產品。它還需要加工中心數控轉臺在工件加工的整個過程中高速運轉和定位,以減少工件加工,準備,存儲等各個環節所花費的時間,從而提高工廠的生產效率,降低生產成本。機床行業的發展有賴于行業技術水平和創新能力的提高。加工中心數控轉臺依賴于機床的數控系統和產品的快速升級,并且依賴于制造業從剛性自動化到柔性自動化轉型的社會需求。
汕尾生產工作臺公司
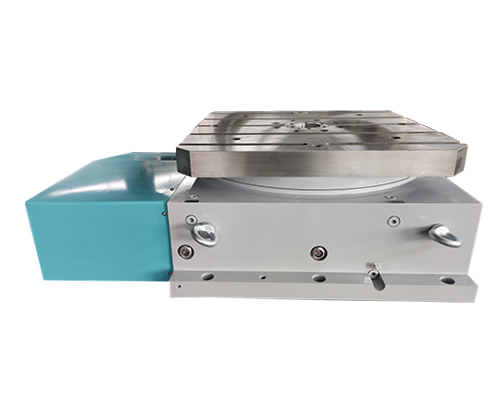
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。
汕尾生產工作臺公司
數控轉臺的正常運行環境溫度應該低于30℃,相對溫度小于80%。一般來說,數控電控箱內部都設有冷風機或排風扇,用來保護電子元件,特別是處理器工作溫度恒定或溫度差變化很小,溫度過高和濕度過大都將導致控制系統元件壽命降低,并導致故障增多。溫度和濕度的增高,會導致灰塵在集成電路板產生粘結,并導致短路。一般數控轉臺安裝在機加工車間,不僅環境溫度變化增大,使用條件差,而且各種機電設備多,導致電網波動大。因此,安裝數控轉臺的位置,需要電源電壓都有嚴格控制。電源電壓波動應該在允許范圍內,并且保持相對穩定。否則會影響數控系統的正常工作。

汕尾生產工作臺公司
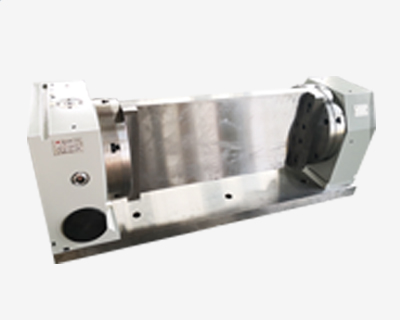
五軸加工中使用的機床通常稱為五軸機床或五軸加工中心。在航空航天領域中經常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機床可以在不改變工件在機床上位置的情況下加工工件的不同側面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。
汕尾生產工作臺公司
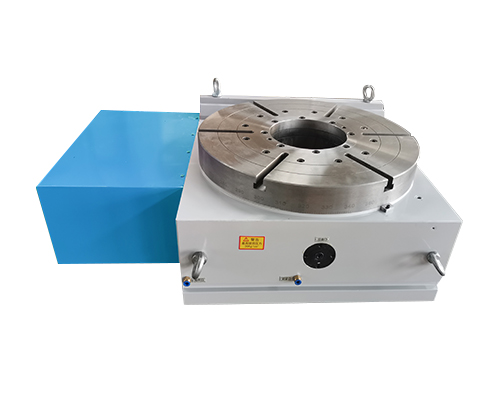
數控轉臺作為加工的重要功能部件,主要實現加工時的旋轉分度和z向進給。相比于其他功能部件,轉臺處在加工區域,受切削液、工件切屑和切削力的影響,工作環境十分惡劣,容易導致故障的發生和旋轉精度的過快衰減,是影響國產加工可靠性的重要因素。下面是數控轉臺出現故障的解決方法。關機后將數控轉臺側蓋翻開,用手壓行程開關正常,查行程壓塊正常,查開關座正常,估量行程開關壓合斷開點變化.將開關座向正確方向調整小段間隔后開機,毛病消弭。數控轉臺分度后落下時錯動明顯,聲音大。剖析及處置過程:數控轉臺分度后落下時錯動明顯,闡明轉臺分度位置與鼠齒盤定位位置相差較大;假如回零時位置同時也有錯動,則可調理第4軸柵格偏移量來處理:假如轉臺傳動有間隙,則可調理第4軸間隙補償;假如機械螺距有誤差,則相應調整第4軸螺補。
汕尾生產工作臺公司
調整分度盤主軸仰角時,切不可將基座上部靠近主軸前端的兩個內六角螺釘松開,否則會使主軸位置的零位走動,并嚴禁運用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調整得恰當,過緊易使蝸輪磨損,過松會使分度精度降落。經常留意分度盤各局部的光滑,并按闡明書上的規則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規則位置漸漸插入定位銷。在生產實踐中,可是由于工件上加工余量的不同,實質上是切削用量之切削深度發生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。