綿陽生產(chǎn)圓盤尾座公司
發(fā)布時間:2021-12-13 00:29:37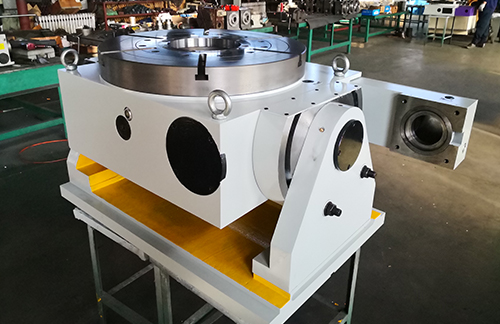
綿陽生產(chǎn)圓盤尾座公司
數(shù)控轉(zhuǎn)臺利用靜壓導(dǎo)軌油膜的方法,其實大多數(shù)其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進(jìn)行保證,下面給大家講一下數(shù)控轉(zhuǎn)臺的刮研方法:刮研方法是數(shù)控轉(zhuǎn)臺經(jīng)常采用的方法,數(shù)控轉(zhuǎn)臺一般都會采用運(yùn)轉(zhuǎn)平穩(wěn)的靜壓導(dǎo)軌來進(jìn)行刮研。大型數(shù)控轉(zhuǎn)臺的靜壓導(dǎo)軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數(shù)控轉(zhuǎn)臺靜壓導(dǎo)軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數(shù)值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導(dǎo)軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數(shù)控轉(zhuǎn)臺的底座長度大都是維持在2m以上的長度范圍內(nèi),但是因為大型數(shù)控轉(zhuǎn)臺的底座剛性基本上還是屬于較差的,所以在正式開始進(jìn)行刮研前,要對導(dǎo)軌進(jìn)行一個平面度的測量以及調(diào)整,這步工作的實施有利于減少后面要進(jìn)行刮研的工作量。

綿陽生產(chǎn)圓盤尾座公司
由于數(shù)控轉(zhuǎn)臺中的角接觸球軸承可以同時承受徑向載荷和軸向載荷。應(yīng)當(dāng)知道,接觸角是角接觸球軸承中非常重要的參數(shù)。它直接確定角接觸球軸承在軸向上的承載能力。第四軸,數(shù)控轉(zhuǎn)臺或分度頭完成相等,不相等或連續(xù)的旋轉(zhuǎn)加工,以完成復(fù)雜的表面加工,從而擴(kuò)大了機(jī)床的原始加工范圍。此外,數(shù)控轉(zhuǎn)臺裝卸裝置,包括可調(diào)高度的工具臺面,配有固定導(dǎo)軌和活動導(dǎo)軌。可移動的導(dǎo)軌可以插入到數(shù)控機(jī)床工作臺的T型槽中,滑道安裝在滑道上。機(jī)床的滑臺和工作臺齊平或稍低,滑臺配有鎖緊螺釘和頂進(jìn)螺釘,并通過保護(hù)蓋將數(shù)控轉(zhuǎn)臺移入和移出數(shù)控機(jī)床,具有良好的安全性,操作方便,效率高。數(shù)控轉(zhuǎn)臺已經(jīng)形成了社會支持體系,這是市場經(jīng)濟(jì)發(fā)展的必然結(jié)果,也是提高產(chǎn)品水平,縮短交貨時間,降低成本,大批量生產(chǎn)的途徑。專業(yè)生產(chǎn)和社會合作應(yīng)成為我國數(shù)控系統(tǒng)配件發(fā)展的方向。

綿陽生產(chǎn)圓盤尾座公司
我國機(jī)床行業(yè)近年來產(chǎn)業(yè)規(guī)模大幅增加。“十一五”期間,金切機(jī)床行業(yè)工業(yè)總產(chǎn)值年平均增長率達(dá)百分之23.6,2010年達(dá)1306億元,并在2011年達(dá)到1542.9億元的歷史高點(diǎn),其中數(shù)控機(jī)床的發(fā)展速度更快,數(shù)控機(jī)床產(chǎn)量占金切機(jī)床總產(chǎn)量的比重由2005年的百分之13.2提高到2010年的百分之29.6,國產(chǎn)數(shù)控機(jī)床產(chǎn)值市場占有率也在2010年達(dá)到百分之56.7。在數(shù)控機(jī)床方面,隨著04專項的深入實施,一大批數(shù)控機(jī)床關(guān)鍵制造技術(shù)得到突破,多種構(gòu)型的國產(chǎn)五軸聯(lián)動及復(fù)合加工機(jī)床實現(xiàn)了在用戶生產(chǎn)現(xiàn)場的小批量應(yīng)用,廣泛用于飛機(jī)結(jié)構(gòu)件、大型水輪機(jī)葉片等多種復(fù)雜零件的加工,加工材料涵蓋了鋁合金、鈦合金、不銹鋼、復(fù)合材料等。以國產(chǎn)數(shù)控機(jī)床在中航工業(yè)成飛公司的應(yīng)用為例,成飛公司現(xiàn)裝備6臺國產(chǎn)五軸聯(lián)動數(shù)控機(jī)床,故障率比國外同型機(jī)床稍高,但已基本滿足飛機(jī)結(jié)構(gòu)件批量加工。
綿陽生產(chǎn)圓盤尾座公司
調(diào)整分度盤主軸仰角時,切不可將基座上部靠近主軸前端的兩個內(nèi)六角螺釘松開,否則會使主軸位置的零位走動,并嚴(yán)禁運(yùn)用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調(diào)整得恰當(dāng),過緊易使蝸輪磨損,過松會使分度精度降落。經(jīng)常留意分度盤各局部的光滑,并按闡明書上的規(guī)則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應(yīng)將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規(guī)則位置漸漸插入定位銷。在生產(chǎn)實踐中,可是由于工件上加工余量的不同,實質(zhì)上是切削用量之切削深度發(fā)生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。