成都專業旋轉臺價格
發布時間:2024-11-15 00:22:58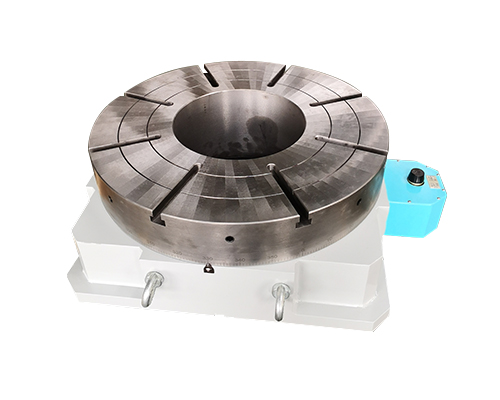
成都專業旋轉臺價格
數控轉臺作為一種能夠同時繞鉛垂軸和水平軸旋轉的機械工作臺,也有出現故障的時候,那數控轉臺出現故障如何處理呢,大家在遇到問題處理時先去分析下原因。找到故障原因才能給予處理方法,下面帶大家了解一下數控轉臺可能會出現的故障以及處理方法。數控轉臺分度后落下時錯動明顯,聲音大。分析及處理過程,數控轉臺分度后落下時錯動明顯,說明轉臺分度位置與鼠齒盤定位位置相差較大。如果回零時位置同時也有錯動,則可調節第4軸柵格偏移量來解決。如果轉臺傳動有間隙,則可調節第4軸間隙補償,如果機械螺距有誤差,則相應調整第4軸螺補。轉臺回零不準,回零后工作臺歪斜,出現這種故障一般是由于轉臺回零開關不良、行程壓塊松動或開關松動。關機后將轉臺側蓋打開,用手壓行程開關正常,查行程壓塊正常,查開關座正常,估計行程開關壓合斷開點變化。將開關座向正確方向調整小段距離后開機,故障消除。

成都專業旋轉臺價格
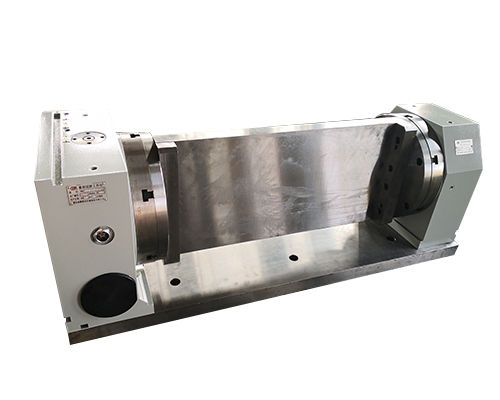
在使用四軸平臺的情況下,工作前應仔細檢查電源變壓器及其工作標準電壓,檢查汽油泵的潤滑情況,檢查壓力設備及其制冷設備是否正常運行,并檢查 CNC刀具及其油管是否符合標準,檢查夾具工具是否損壞。檢查完成后,即可正常開始工作。這種檢查看起來似乎沒有必要,但實際上非常重要。各種檢查在啟動前都做好了,可以有效避免啟動對機器設備的損壞。在完成第四軸的啟動之前的工作檢查之后,就可以啟動它了。工業設備啟動后,不能立即進行實際操作。各種機械設備應復位為零,然后開始試運行,上下五分鐘,以弄清產品工件,數控工具和各種主要參數是否準確。如果準確,則第四軸可以開始正常工作。如果不正確,則需要找出原因并立即進行調整,然后在主要參數正確后開始工作。
成都專業旋轉臺價格
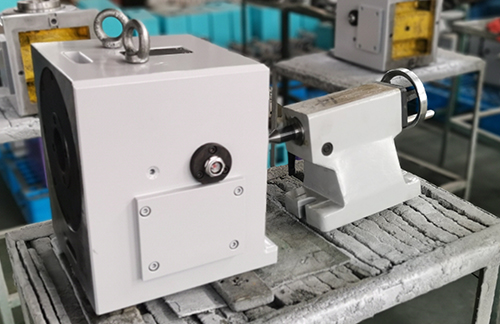
加工中心數控轉臺在實際應用中具有許多意想不到的好處,例如,減少了運行過程中的摩擦和熱量,使整個機器更加穩定可靠,從而減少了能耗并降低了故障可能性。為了實現高速,高精度的目標,數控轉盤等自動化設備的制造商加大了技術投入和開發力度,開發了更多的數控轉盤用自動化產品,例如電主軸,編碼器等。這些自動化產品為實現加工中心數控轉臺的高速和高精度功能提供了有力的支持。高速,高精度不僅意味著分度控制轉臺必須以更高或更快的速度加工工件,并生產出更高精度的產品。它還需要加工中心數控轉臺在工件加工的整個過程中高速運轉和定位,以減少工件加工,準備,存儲等各個環節所花費的時間,從而提高工廠的生產效率,降低生產成本。機床行業的發展有賴于行業技術水平和創新能力的提高。加工中心數控轉臺依賴于機床的數控系統和產品的快速升級,并且依賴于制造業從剛性自動化到柔性自動化轉型的社會需求。

成都專業旋轉臺價格
近年來,數控轉臺的應用受到了很多的重視,在使用之前對產品的配置進行了解才能達到好的使用效果,那么數控轉臺的配置與使用建議有什么呢,一起來了解一下吧。高硬度的斜齒輪能保證工具的使用時間長。噴水咀可濕潤切割工作面,不使塵粒外揚,使身體免受灰塵帶來的刺激。三檔速度調節裝置。合理的握把設計,提高工作的舒服度。工具工作時先配上粘盤,然后根據不同要求配上不同數目的軟磨片,達到磨光、拋光效果。每天使用前后請注入一定的氣動潤滑油。注油后請使自由運轉幾秒鐘。若能起動便成扭力不足,一定要注意從后進氣口注入氣動油再按氣動工具空轉幾秒便可,扭力可恢復正常。以上就是數控轉臺的產品配置與使用建議,希望能夠給大家帶來幫助,想了解更多知識歡迎來電咨詢。
成都專業旋轉臺價格
切斷機:兩個切割頭可分別獨立開啟,氣動鎖緊防止手動鎖緊時產生偏差,氣液轉換運行平穩,全包式設備框架防止水飛濺。固化爐:分為外循環固化爐和內循環固化爐,可選擇可控硅控溫系統。GH2000型外循環固化爐:利用加熱管在爐腔外加溫,轉換成熱空氣直接吹入爐腔內,溫度均勻,爐腔內不同位置受熱均勻。GH2005型內循環固化爐、GH2009型雙風道內循環固化爐。脫芯機:配備的變量泵使用壽命長,待機噪音小,環保節能,行程定位功能提高了脫芯的效率。卷管機:管機有氣液驅動和滾珠絲杠驅動兩種,板長可按客戶需要訂做,該系列機型具有下板加熱均勻,卷管行程和速度穩定可調。氣路系統經過優化后后上板的壓力和速度更加準確可控。以上就是對數控轉臺主機的主要組成部件的簡單介紹,希望對大家有所幫助。如果您有購買數控轉臺的需要請與我們取得聯系,我們將竭誠為您服務。

成都專業旋轉臺價格
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。