成都生產(chǎn)高精度轉(zhuǎn)臺(tái)公司
發(fā)布時(shí)間:2024-10-08 00:24:05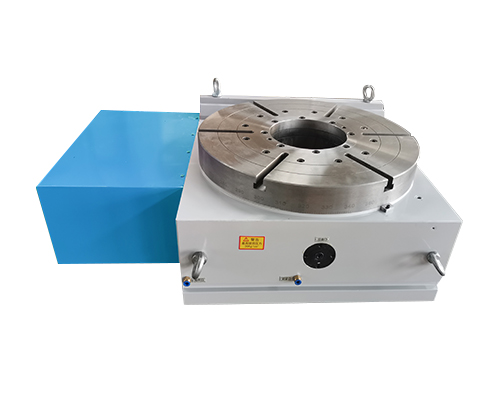
成都生產(chǎn)高精度轉(zhuǎn)臺(tái)公司
找圓心,對(duì)于專業(yè)人員來(lái)講,找圓心是很簡(jiǎn)單的一件工作,因?yàn)樗麄儗?duì)數(shù)控轉(zhuǎn)臺(tái)或者加工中心都已經(jīng)非常熟悉了。第四軸在機(jī)械的設(shè)施過(guò)程中具有廣泛地運(yùn)用,而在第四軸的作業(yè)過(guò)程中其時(shí)常會(huì)出現(xiàn)找不準(zhǔn)坐標(biāo)以及圓心的尷尬問(wèn)題。由于工作的原因?qū)?shù)控回轉(zhuǎn)工作臺(tái)以及加工中心的事宜非常的熟悉,因此對(duì)他們來(lái)說(shuō)是輕而易舉的。第四軸找圓心:在具體的操作時(shí),應(yīng)以第四軸尋找拖平機(jī)床臺(tái)。隨后尋找相對(duì)容易加工的銑工件,按照鉛塊的為例,在鉛塊中找出第四軸的一個(gè)中心圓,隨后利用中心元便可以分出中心軸。第四軸找坐標(biāo):使用傳統(tǒng)的操作方式是復(fù)雜的,由于使用工具的誤差以及作業(yè)人員的人員誤差,進(jìn)而影響第四軸的坐標(biāo)原點(diǎn)的準(zhǔn)確性不高。停止機(jī)床找正工件、相關(guān)的程序作業(yè)終止進(jìn)而不能進(jìn)行連續(xù)的工作。在生產(chǎn)效率低。而第四軸的工作臺(tái)旋轉(zhuǎn)之后的程序會(huì)自動(dòng)生成設(shè)施的坐標(biāo)系,通常在第四軸的加工工作臺(tái)進(jìn)行旋轉(zhuǎn)的時(shí)候,其運(yùn)用第四軸軸心、百分表等相關(guān)的工具。
成都生產(chǎn)高精度轉(zhuǎn)臺(tái)公司
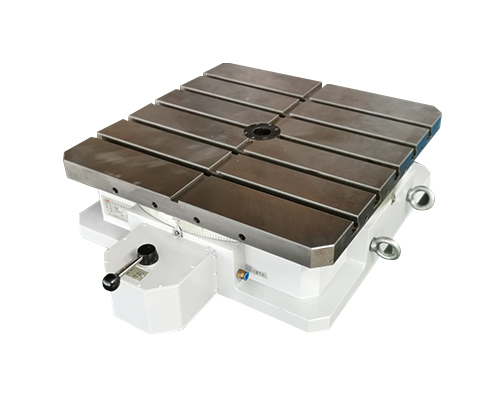
由于數(shù)控轉(zhuǎn)臺(tái)中的角接觸球軸承可以同時(shí)承受徑向載荷和軸向載荷。應(yīng)當(dāng)知道,接觸角是角接觸球軸承中非常重要的參數(shù)。它直接確定角接觸球軸承在軸向上的承載能力。第四軸,數(shù)控轉(zhuǎn)臺(tái)或分度頭完成相等,不相等或連續(xù)的旋轉(zhuǎn)加工,以完成復(fù)雜的表面加工,從而擴(kuò)大了機(jī)床的原始加工范圍。此外,數(shù)控轉(zhuǎn)臺(tái)裝卸裝置,包括可調(diào)高度的工具臺(tái)面,配有固定導(dǎo)軌和活動(dòng)導(dǎo)軌。可移動(dòng)的導(dǎo)軌可以插入到數(shù)控機(jī)床工作臺(tái)的T型槽中,滑道安裝在滑道上。機(jī)床的滑臺(tái)和工作臺(tái)齊平或稍低,滑臺(tái)配有鎖緊螺釘和頂進(jìn)螺釘,并通過(guò)保護(hù)蓋將數(shù)控轉(zhuǎn)臺(tái)移入和移出數(shù)控機(jī)床,具有良好的安全性,操作方便,效率高。數(shù)控轉(zhuǎn)臺(tái)已經(jīng)形成了社會(huì)支持體系,這是市場(chǎng)經(jīng)濟(jì)發(fā)展的必然結(jié)果,也是提高產(chǎn)品水平,縮短交貨時(shí)間,降低成本,大批量生產(chǎn)的途徑。專業(yè)生產(chǎn)和社會(huì)合作應(yīng)成為我國(guó)數(shù)控系統(tǒng)配件發(fā)展的方向。

成都生產(chǎn)高精度轉(zhuǎn)臺(tái)公司
我國(guó)機(jī)床行業(yè)近年來(lái)產(chǎn)業(yè)規(guī)模大幅增加。“十一五”期間,金切機(jī)床行業(yè)工業(yè)總產(chǎn)值年平均增長(zhǎng)率達(dá)百分之23.6,2010年達(dá)1306億元,并在2011年達(dá)到1542.9億元的歷史高點(diǎn),其中數(shù)控機(jī)床的發(fā)展速度更快,數(shù)控機(jī)床產(chǎn)量占金切機(jī)床總產(chǎn)量的比重由2005年的百分之13.2提高到2010年的百分之29.6,國(guó)產(chǎn)數(shù)控機(jī)床產(chǎn)值市場(chǎng)占有率也在2010年達(dá)到百分之56.7。在數(shù)控機(jī)床方面,隨著04專項(xiàng)的深入實(shí)施,一大批數(shù)控機(jī)床關(guān)鍵制造技術(shù)得到突破,多種構(gòu)型的國(guó)產(chǎn)五軸聯(lián)動(dòng)及復(fù)合加工機(jī)床實(shí)現(xiàn)了在用戶生產(chǎn)現(xiàn)場(chǎng)的小批量應(yīng)用,廣泛用于飛機(jī)結(jié)構(gòu)件、大型水輪機(jī)葉片等多種復(fù)雜零件的加工,加工材料涵蓋了鋁合金、鈦合金、不銹鋼、復(fù)合材料等。以國(guó)產(chǎn)數(shù)控機(jī)床在中航工業(yè)成飛公司的應(yīng)用為例,成飛公司現(xiàn)裝備6臺(tái)國(guó)產(chǎn)五軸聯(lián)動(dòng)數(shù)控機(jī)床,故障率比國(guó)外同型機(jī)床稍高,但已基本滿足飛機(jī)結(jié)構(gòu)件批量加工。

成都生產(chǎn)高精度轉(zhuǎn)臺(tái)公司
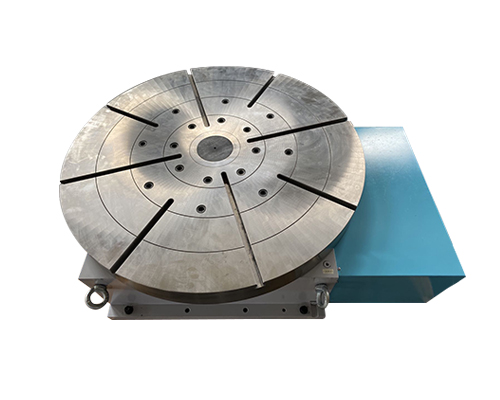
數(shù)控轉(zhuǎn)臺(tái)利用靜壓導(dǎo)軌油膜的方法,其實(shí)大多數(shù)其實(shí)都是無(wú)法做到可以非常的滿足精度這樣的要求的,所以就目前來(lái)說(shuō)的話,其實(shí)一般采用的方法其實(shí)還是刮研這樣的加工方法來(lái)進(jìn)行保證,下面給大家講一下數(shù)控轉(zhuǎn)臺(tái)的刮研方法:刮研方法是數(shù)控轉(zhuǎn)臺(tái)經(jīng)常采用的方法,數(shù)控轉(zhuǎn)臺(tái)一般都會(huì)采用運(yùn)轉(zhuǎn)平穩(wěn)的靜壓導(dǎo)軌來(lái)進(jìn)行刮研。大型數(shù)控轉(zhuǎn)臺(tái)的靜壓導(dǎo)軌上的油膜厚度其實(shí)主要的目的是為了增加其剛性,但是大型數(shù)控轉(zhuǎn)臺(tái)靜壓導(dǎo)軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數(shù)值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對(duì)導(dǎo)軌面的加工精度的要求其實(shí)還是屬于比較高的。一般來(lái)說(shuō)的話,其實(shí)大型數(shù)控轉(zhuǎn)臺(tái)的底座長(zhǎng)度大都是維持在2m以上的長(zhǎng)度范圍內(nèi),但是因?yàn)榇笮蛿?shù)控轉(zhuǎn)臺(tái)的底座剛性基本上還是屬于較差的,所以在正式開始進(jìn)行刮研前,要對(duì)導(dǎo)軌進(jìn)行一個(gè)平面度的測(cè)量以及調(diào)整,這步工作的實(shí)施有利于減少后面要進(jìn)行刮研的工作量。
成都生產(chǎn)高精度轉(zhuǎn)臺(tái)公司
當(dāng)高精度轉(zhuǎn)臺(tái)靜止不動(dòng)時(shí),它必須處于鎖定狀態(tài)。因此,在蝸輪的底部沿輻射方向安裝了8對(duì)夾緊靴,并且在基座上均勻分布了相同數(shù)量的小型液壓缸。當(dāng)小液壓缸的上腔與壓力油連接時(shí),活塞壓向鋼球,打開壓靴,然后夾緊蝸輪。當(dāng)工作臺(tái)需要旋轉(zhuǎn)時(shí),先將小型液壓缸的上腔連接到回油通道。在彈簧的作用下,鋼球被抬起,壓塊使蝸輪松開。高精度轉(zhuǎn)盤配有零位點(diǎn)。當(dāng)其移至零時(shí),先用限位器按下限位開關(guān)以降低旋轉(zhuǎn)工作臺(tái)的速度,然后圓光柵或編碼器發(fā)送零信號(hào)以使工作臺(tái)準(zhǔn)確地停在零位。轉(zhuǎn)臺(tái)可以任意角度旋轉(zhuǎn)和分度,也可以用于連續(xù)旋轉(zhuǎn)進(jìn)給運(yùn)動(dòng)。工作臺(tái)的導(dǎo)軌表面由大型滾動(dòng)軸承支撐,而圓錐滾子軸承和雙列向心圓柱滾子軸承可保持準(zhǔn)確的旋轉(zhuǎn)中心。高精度轉(zhuǎn)臺(tái)的定位精度主要取決于蝸桿對(duì)的傳輸精度,因此必須使用高精度的蝸桿對(duì)。