綿陽精密第四軸廠家
發布時間:2024-09-30 00:24:53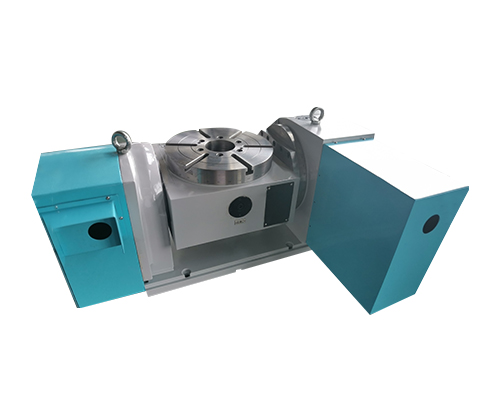
綿陽精密第四軸廠家
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。
綿陽精密第四軸廠家
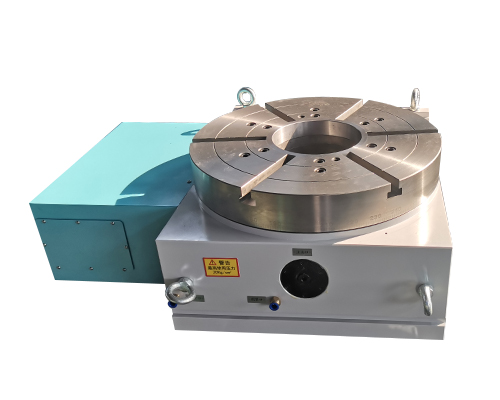
操作數控轉臺的人員必須經過專業培訓,通過安全生產監督部門的考核,并經公司同意后方能操作,規范數控轉臺安全操作,安全駕駛,每個數控轉臺人員都應該知道的安全要求,我們也來了解一下吧!數控轉臺作業前后,應檢查外觀,加注燃料、潤滑油和冷卻水。檢查起動、運轉及制動安全性能。檢查燈光、制動信號是否齊全有效。數控轉臺運轉過程中應檢查壓力、溫度是否正常。數控轉臺行后還應檢查外泄漏情況并及時更換密封件。數控轉臺使用中要注意安全,以上只是安全要求的一部分,數控轉臺人員必須認真學習并嚴格遵守所有操作規程,熟悉數控轉臺性能和操作區域情況。
綿陽精密第四軸廠家
當高精度轉臺靜止不動時,它必須處于鎖定狀態。因此,在蝸輪的底部沿輻射方向安裝了8對夾緊靴,并且在基座上均勻分布了相同數量的小型液壓缸。當小液壓缸的上腔與壓力油連接時,活塞壓向鋼球,打開壓靴,然后夾緊蝸輪。當工作臺需要旋轉時,先將小型液壓缸的上腔連接到回油通道。在彈簧的作用下,鋼球被抬起,壓塊使蝸輪松開。高精度轉盤配有零位點。當其移至零時,先用限位器按下限位開關以降低旋轉工作臺的速度,然后圓光柵或編碼器發送零信號以使工作臺準確地停在零位。轉臺可以任意角度旋轉和分度,也可以用于連續旋轉進給運動。工作臺的導軌表面由大型滾動軸承支撐,而圓錐滾子軸承和雙列向心圓柱滾子軸承可保持準確的旋轉中心。高精度轉臺的定位精度主要取決于蝸桿對的傳輸精度,因此必須使用高精度的蝸桿對。
綿陽精密第四軸廠家
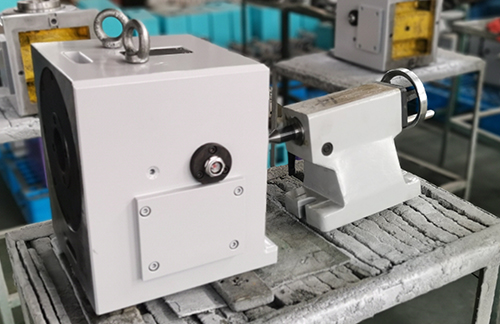
應用迅速移動或寸動模式下運作數控轉臺時,須按著"+4"或"-4"后數控轉臺才可以旋轉。旋轉完畢后,數控轉臺將自動變為夾持模式。手輪模式下,將軸選選擇在""檔無需任何等候,就可以旋轉。數控轉臺是將產品工件夾持在卡盤上或二間,并使其旋轉、分度和定位的機床配件。數控轉臺主要用以數控車床,也常見于刨床和工具磨床,還可置放在平臺上供鉗工劃線用,為大伙兒介紹的有關于數控轉臺零部件的工藝性能分析,希望小編的介紹會對您有一定的幫助哦。產品工件煅造比較為大,非常容易導致應力的分布不勻。因而,煅造后進行淬火工藝,初加工后進行調質熱處理,以材料的切削性能。工序安排以臺階面和Φ110g6的外圓表面定位,夾裝產品工件,達到了設計標準,工藝標準的一致。

綿陽精密第四軸廠家
向前沖洗干凈的水或空氣水混合物,并使用廢水以高速和低壓沖洗膜表面。水力剪切減少了膜表面的阻塞并恢復了水的滲透性。但單獨使用效果不佳。用清水或空氣-水混合物反沖洗。可以根據加工中心數控轉臺的堵塞程度選擇不同的后坐壓力,流速和持續時間,這對于初始堵塞非常有效。水力驅動的海綿球消除了柔軟的堵塞物。它的直徑略大于膜管的直徑。它在水壓下流經被阻塞的膜表面,并被迫沖洗,適用于基于有機膠體的堵塞物。但這種方法操作復雜并且經常損壞加工中心數控轉臺的膜表面。通常,當使用加工中心數控轉臺時,我們通常會更加注意電力的安全性。如果在使用過程中不注意這些問題,將會引起泄漏并容易導致安全事故。如果要解決這種情況,必須先知道泄漏的原因。下面介紹一下加工中心數控轉臺漏電的原因。該設備已經使用了較長時間,因為對于電氣設備,大多數設備是由絕緣材料制成的,但是隨著時間的流逝,大多數絕緣材料會受到損壞。
綿陽精密第四軸廠家
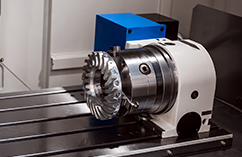
你知道嗎?數控轉臺與擺頭是多坐標數控機床的關鍵部件,是非常重要的部件,傳統的采用高精度蝸桿蝸輪等傳動的轉臺與擺頭不僅制造難度大、成本高,而且難以達到高速加工所需的速度和精度。因此需要另辟蹊徑開發數控轉臺和擺頭的新型電磁驅動系統,以實現數控機床旋轉運動坐標的零傳動驅動,加速促進我國高速高精度多坐標數控機床的發展。為了使數控轉臺系統在受到切削力等干擾時還能保證加工質量并使系統具有足夠的加工精度.我們要充分利用直接驅動高響應的優點,在保證系統穩定的同時,提高系統的系統剛度