雅安專業分度盤廠家
發布時間:2024-05-16 00:27:19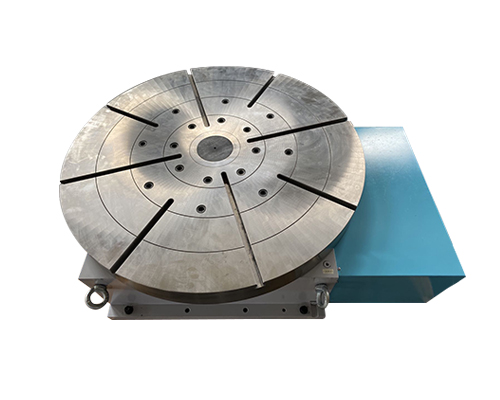
雅安專業分度盤廠家
調整分度盤主軸仰角時,切不可將基座上部靠近主軸前端的兩個內六角螺釘松開,否則會使主軸位置的零位走動,并嚴禁運用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調整得恰當,過緊易使蝸輪磨損,過松會使分度精度降落。經常留意分度盤各局部的光滑,并按闡明書上的規則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規則位置漸漸插入定位銷。在生產實踐中,可是由于工件上加工余量的不同,實質上是切削用量之切削深度發生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。

雅安專業分度盤廠家
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。
雅安專業分度盤廠家
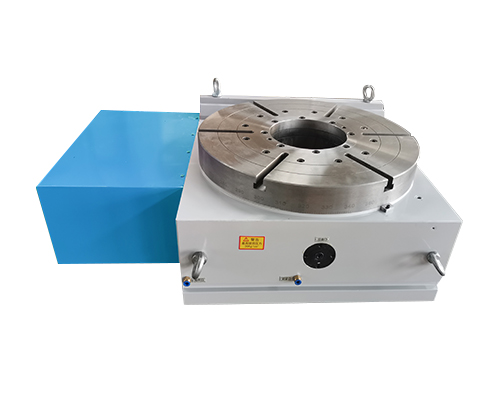
數控轉臺工作效率也是比較高的,大家知道電子產品是很重視其散熱的問題,所以數控轉臺也是要注意其散熱方面的問題。那為什么會出現散熱器過熱的現象呢?下面大家一起來學習數控轉臺會需要散熱的原因吧。在使用數控轉臺的時候可能超負荷運轉,使得電流變大,額定功率大于實際功率,致使數控轉臺的部件過熱。可能是數控轉臺的設置或者是起步裝置有問題,在啟動的時候能耗轉化率比較低。因為由于數控轉臺設置的過快或者是起步的裝置有問題,就會容易出現數控轉臺功率過大,在能耗轉化低的情況下產生熱量。功率設置過高,也會導致數控轉臺實際需要的功率沒有這么的大,致使超過的功率流失轉化為電能。

雅安專業分度盤廠家
數控轉臺和數控分度頭的市場,主要被大陸和臺灣地區的生產廠家所占領,少量高品質產品由日本公司占領,國內產品主要以中檔產品為主。培養出一批具有較強創新能力和開發能力的工程技術人員和工人技術隊伍,有著較為豐富的開發和制造經驗。機床工具行業的發展,依賴于行業技術水平和創新能力的提高,依賴于機床的數控化和產品快速的升級換代,依賴于制造業從剛性自動化向柔性自動化方向轉變這一社會需求,由于我國機床附件廠資金緊張。造成技術創新和技術改造的力度不大,使附件水平的發展嚴重滯后,成為制約民族機床工業發展的瓶頸.國產配套件在產品質量、性能、結構創新、品牌信譽、外觀造型、精度穩定性等方面與發達國家相比都存在一定的差距。但在產品的價格、交貨期和售后服務上占有較大的優勢。