濟寧專業旋轉工作臺廠家
發布時間:2024-04-08 00:27:33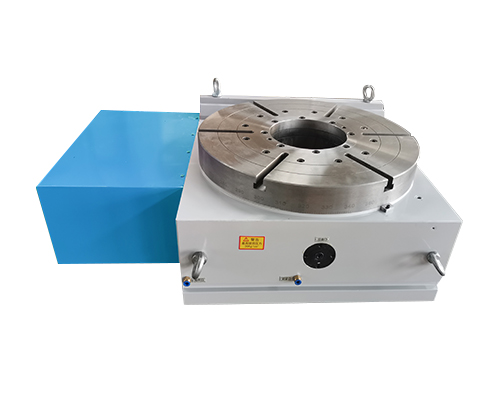
濟寧專業旋轉工作臺廠家
數控轉臺由伺服電機驅動,經過齒輪減速后帶動渦輪蝸桿讓工作臺開始轉動。為消除傳動間隙與反向間隙,通過調整偏心環消除齒輪嚙合側邊縫隙。一邊的齒輪與蝸桿依靠楔形拉緊圓柱銷從而進行連接,此種連接方式可以消除軸與套之間的配合間隙。此種蝸桿兩邊具備不同的螺距,所以蝸桿齒厚從頭至尾都是逐漸加厚。但是因為相同一邊的螺距是相等的,因此數控轉臺依然可以保持正常嚙合。而蝸桿偏心軸套調整中心距,從而達到消除蝸桿副間隙目的。當數控轉臺靜止時,數控轉臺會處于鎖緊狀態。鼠牙盤鎖緊方式的鎖緊力小,此種方式只適用于中型或小型數控轉臺。
濟寧專業旋轉工作臺廠家
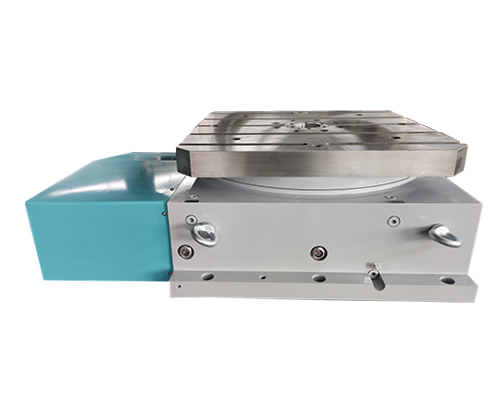
操作數控轉臺的人員必須經過專業培訓,通過安全生產監督部門的考核,并經公司同意后方能操作,規范數控轉臺安全操作,安全駕駛,每個數控轉臺人員都應該知道的安全要求,我們也來了解一下吧!數控轉臺作業前后,應檢查外觀,加注燃料、潤滑油和冷卻水。檢查起動、運轉及制動安全性能。檢查燈光、制動信號是否齊全有效。數控轉臺運轉過程中應檢查壓力、溫度是否正常。數控轉臺行后還應檢查外泄漏情況并及時更換密封件。數控轉臺使用中要注意安全,以上只是安全要求的一部分,數控轉臺人員必須認真學習并嚴格遵守所有操作規程,熟悉數控轉臺性能和操作區域情況。
濟寧專業旋轉工作臺廠家
鏈條與滑輪在檢修的時候,鏈片不能有裂紋和變形的情況,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕的情況。如超過允許情況時,應及時更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應及時更換。主、側滾輪在檢修的時侯,檢查主、側滾輪磨損痕跡是否均勻。其磨損限度沿直徑方向,主滾輪為1mm,側滾輪為0.5mm。否則應及時更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應該及時修復。
濟寧專業旋轉工作臺廠家
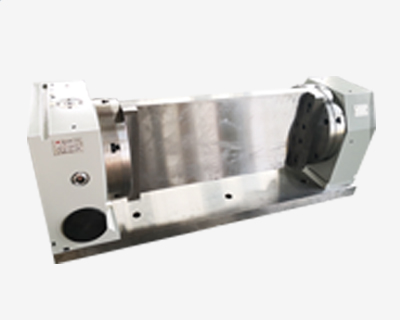
在操作第四軸旋轉平臺的時候,工作之前應仔細檢查電源以及電壓,檢查油泵的潤滑情況,檢查壓力裝置以及冷卻裝置是否運行良好,檢查刀具以及油管是否到位,檢查夾具是否有損壞。檢查完畢之后,才能夠正常開機作業。這種檢查看似很沒有必要,其實卻十分重要。開機前各項檢查都做好,能有效避免貿然開機對設備造成損壞。開機前的檢查完畢后,即可開機。在機器設備啟動之后,不要立刻進行操作。應該把各項機械做回零,然后開始試運行,五分鐘左右再確認一下工件、刀具以及各項參數是否準確。若是準確,則可以開始正常工作,若是不準確,需要找出原因,立即修正,參數準確后再開始工作。

濟寧專業旋轉工作臺廠家
數控轉臺作為加工的重要功能部件,主要實現加工時的旋轉分度和z向進給。相比于其他功能部件,轉臺處在加工區域,受切削液、工件切屑和切削力的影響,工作環境十分惡劣,容易導致故障的發生和旋轉精度的過快衰減,是影響國產加工可靠性的重要因素。下面是數控轉臺出現故障的解決方法。關機后將數控轉臺側蓋翻開,用手壓行程開關正常,查行程壓塊正常,查開關座正常,估量行程開關壓合斷開點變化.將開關座向正確方向調整小段間隔后開機,毛病消弭。數控轉臺分度后落下時錯動明顯,聲音大。剖析及處置過程:數控轉臺分度后落下時錯動明顯,闡明轉臺分度位置與鼠齒盤定位位置相差較大;假如回零時位置同時也有錯動,則可調理第4軸柵格偏移量來處理:假如轉臺傳動有間隙,則可調理第4軸間隙補償;假如機械螺距有誤差,則相應調整第4軸螺補。

濟寧專業旋轉工作臺廠家
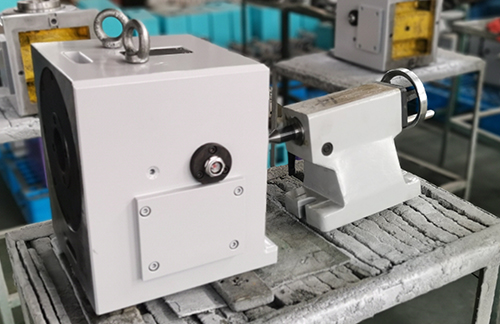
數控轉臺的頂驅裝置主電動機加熱器電源正常且主電動機未運行時,可以通過PLC/MCC柜門上的電動機加熱開關,啟停加熱器,通過PLC/MCC柜的加熱器指示燈指示運行狀態。PLC系統正常時,加熱器與主電動機連鎖。如果在數控轉臺加熱器工作時啟動主電動機,加熱器將自動停止運行。主電動機運行時,不能啟動加熱器。數控轉臺頂驅裝置的冷卻風機裝在主電動機上端。數控轉臺操作臺的風機開關扳倒“開”位置,將直接啟動主電動機風機。風機開關扳倒“關”位置,停止主電動機風機和驅動柜風機。但是在主電動機運行狀態,不管風機開關位置如何,風機均不會停止,風機開關扳倒“自動”位置,數控轉臺頂驅系統啟動時,自動啟動主電動機風機;當數控轉臺頂驅系統停止運行,風機延時后自動停止。