吉林精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)公司
發(fā)布時(shí)間:2024-02-05 00:28:10
吉林精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)公司
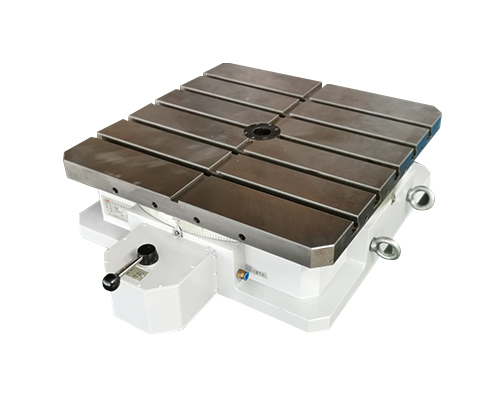
在操作第四軸旋轉(zhuǎn)平臺(tái)的時(shí)候,工作之前應(yīng)仔細(xì)檢查電源以及電壓,檢查油泵的潤(rùn)滑情況,檢查壓力裝置以及冷卻裝置是否運(yùn)行良好,檢查刀具以及油管是否到位,檢查夾具是否有損壞。檢查完畢之后,才能夠正常開機(jī)作業(yè)。這種檢查看似很沒有必要,其實(shí)卻十分重要。開機(jī)前各項(xiàng)檢查都做好,能有效避免貿(mào)然開機(jī)對(duì)設(shè)備造成損壞。開機(jī)前的檢查完畢后,即可開機(jī)。在機(jī)器設(shè)備啟動(dòng)之后,不要立刻進(jìn)行操作。應(yīng)該把各項(xiàng)機(jī)械做回零,然后開始試運(yùn)行,五分鐘左右再確認(rèn)一下工件、刀具以及各項(xiàng)參數(shù)是否準(zhǔn)確。若是準(zhǔn)確,則可以開始正常工作,若是不準(zhǔn)確,需要找出原因,立即修正,參數(shù)準(zhǔn)確后再開始工作。
吉林精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)公司
數(shù)控轉(zhuǎn)臺(tái)分度后落下時(shí)錯(cuò)動(dòng)明顯,說明轉(zhuǎn)臺(tái)分度位置與鼠齒盤定位位置相差較大。如果回零時(shí)位置同時(shí)也有錯(cuò)動(dòng),則可調(diào)節(jié)第4軸柵格偏移量來解決,如果轉(zhuǎn)臺(tái)傳動(dòng)有間隙,則可調(diào)節(jié)第4間隙補(bǔ)償,如果機(jī)械螺距有誤差,則相應(yīng)調(diào)整第4軸螺補(bǔ)。有的還發(fā)現(xiàn)轉(zhuǎn)臺(tái)回零后也有錯(cuò)動(dòng),調(diào)整0511數(shù)值后解決。一臺(tái)配套FANUC OMC,型號(hào)為XH754的數(shù)控機(jī)床,轉(zhuǎn)臺(tái)回零不準(zhǔn),回零后工作臺(tái)歪斜。出現(xiàn)這種故障一般是由于轉(zhuǎn)臺(tái)回零開關(guān)不良、行程壓塊松動(dòng)或開關(guān)松動(dòng)。關(guān)機(jī)后將轉(zhuǎn)臺(tái)側(cè)蓋打開,用手壓行程開關(guān)正常,查行程壓塊正常,查開關(guān)座正常,估計(jì)行程開關(guān)壓合斷開點(diǎn)變化。將開關(guān)座向正確方向調(diào)整小段距離后開機(jī),故障消除。
吉林精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)公司
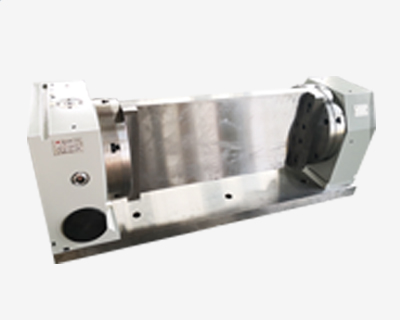
五軸加工中使用的機(jī)床通常稱為五軸機(jī)床或五軸加工中心。在航空航天領(lǐng)域中經(jīng)常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機(jī)床可以在不改變工件在機(jī)床上位置的情況下加工工件的不同側(cè)面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對(duì)于直紋表面零件,側(cè)面銑削可用于一次成型。對(duì)于一般的三維表面,尤其是相對(duì)平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個(gè)空間表面上進(jìn)行多面和多過程處理。在五軸加工過程中,相對(duì)于工件表面,刀具可以處于有效的切削狀態(tài)。零件表面的誤差分布均勻。在某些加工場(chǎng)合,可以使用較大尺寸的切刀,以避免加工干擾。

吉林精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)公司
在使用四軸平臺(tái)的情況下,工作前應(yīng)仔細(xì)檢查電源變壓器及其工作標(biāo)準(zhǔn)電壓,檢查汽油泵的潤(rùn)滑情況,檢查壓力設(shè)備及其制冷設(shè)備是否正常運(yùn)行,并檢查 CNC刀具及其油管是否符合標(biāo)準(zhǔn),檢查夾具工具是否損壞。檢查完成后,即可正常開始工作。這種檢查看起來似乎沒有必要,但實(shí)際上非常重要。各種檢查在啟動(dòng)前都做好了,可以有效避免啟動(dòng)對(duì)機(jī)器設(shè)備的損壞。在完成第四軸的啟動(dòng)之前的工作檢查之后,就可以啟動(dòng)它了。工業(yè)設(shè)備啟動(dòng)后,不能立即進(jìn)行實(shí)際操作。各種機(jī)械設(shè)備應(yīng)復(fù)位為零,然后開始試運(yùn)行,上下五分鐘,以弄清產(chǎn)品工件,數(shù)控工具和各種主要參數(shù)是否準(zhǔn)確。如果準(zhǔn)確,則第四軸可以開始正常工作。如果不正確,則需要找出原因并立即進(jìn)行調(diào)整,然后在主要參數(shù)正確后開始工作。
吉林精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)公司
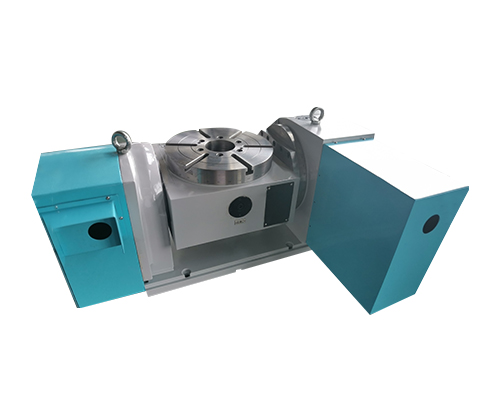
在使用數(shù)控轉(zhuǎn)臺(tái)期間,維護(hù)非常重要,這樣可以減少發(fā)生故障的可能性。我們來談?wù)剶?shù)轉(zhuǎn)臺(tái)的鏈條和皮帶輪的維護(hù)。對(duì)鏈條和皮帶輪進(jìn)行大修時(shí),鏈條不應(yīng)破裂或變形,并且需要靈活旋轉(zhuǎn)。每20個(gè)鏈接的伸長(zhǎng)率不超過指定值(8毫米)。鏈銷的磨損不得超過原始直徑的5%,并且不得出現(xiàn)嚴(yán)重的彎曲,疲勞裂紋和生銹。如果超過條件允許,則應(yīng)進(jìn)行更換。如果皮帶輪表面磨損不均勻,則兩個(gè)皮帶輪的外徑之差大于0.2mm,皮帶輪表面會(huì)出現(xiàn)臺(tái)階或壓痕,影響皮帶輪的正常運(yùn)行,這時(shí)候就應(yīng)該更換。檢查數(shù)控轉(zhuǎn)臺(tái)的主輥還有側(cè)輥的磨損痕跡。磨損極限沿直徑,主輥為1.0mm,側(cè)輥為0.5mm。否則,應(yīng)將其更換,對(duì)內(nèi)門架和外門架進(jìn)行大修時(shí),內(nèi)門架和外門架必須是直的,并且在整個(gè)長(zhǎng)度內(nèi)的非直線度不得超過1mm,使用極限為3mm。否則,應(yīng)修理。用磁力檢查和敲擊方法檢查裂紋。如果是這樣,應(yīng)該對(duì)其進(jìn)行維修。