北京生產(chǎn)轉(zhuǎn)臺公司
發(fā)布時(shí)間:2024-02-02 00:28:05
北京生產(chǎn)轉(zhuǎn)臺公司
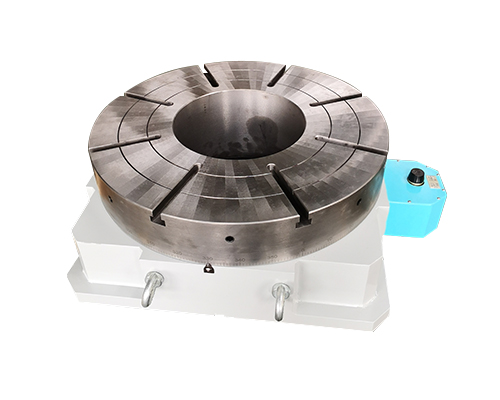
數(shù)控轉(zhuǎn)臺利用靜壓導(dǎo)軌油膜的方法,其實(shí)大多數(shù)其實(shí)都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實(shí)一般采用的方法其實(shí)還是刮研這樣的加工方法來進(jìn)行保證,下面給大家講一下數(shù)控轉(zhuǎn)臺的刮研方法:刮研方法是數(shù)控轉(zhuǎn)臺經(jīng)常采用的方法,數(shù)控轉(zhuǎn)臺一般都會采用運(yùn)轉(zhuǎn)平穩(wěn)的靜壓導(dǎo)軌來進(jìn)行刮研。大型數(shù)控轉(zhuǎn)臺的靜壓導(dǎo)軌上的油膜厚度其實(shí)主要的目的是為了增加其剛性,但是大型數(shù)控轉(zhuǎn)臺靜壓導(dǎo)軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數(shù)值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導(dǎo)軌面的加工精度的要求其實(shí)還是屬于比較高的。一般來說的話,其實(shí)大型數(shù)控轉(zhuǎn)臺的底座長度大都是維持在2m以上的長度范圍內(nèi),但是因?yàn)榇笮蛿?shù)控轉(zhuǎn)臺的底座剛性基本上還是屬于較差的,所以在正式開始進(jìn)行刮研前,要對導(dǎo)軌進(jìn)行一個(gè)平面度的測量以及調(diào)整,這步工作的實(shí)施有利于減少后面要進(jìn)行刮研的工作量。

北京生產(chǎn)轉(zhuǎn)臺公司
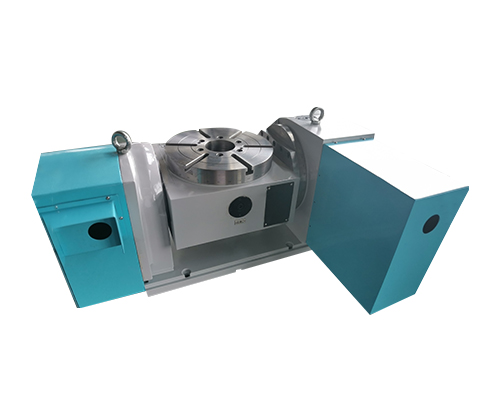
五軸加工中使用的機(jī)床通常稱為五軸機(jī)床或五軸加工中心。在航空航天領(lǐng)域中經(jīng)常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機(jī)床可以在不改變工件在機(jī)床上位置的情況下加工工件的不同側(cè)面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側(cè)面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個(gè)空間表面上進(jìn)行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態(tài)。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。
北京生產(chǎn)轉(zhuǎn)臺公司
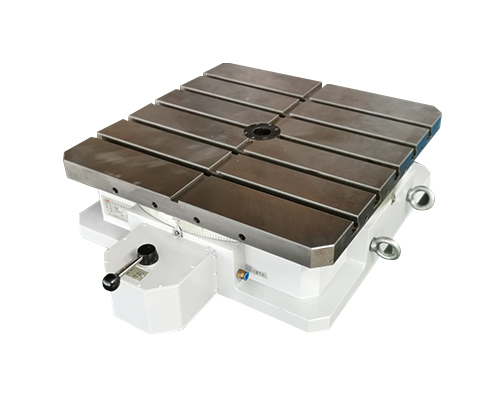
找圓心,對于專業(yè)人員來講,找圓心是很簡單的一件工作,因?yàn)樗麄儗?shù)控轉(zhuǎn)臺或者加工中心都已經(jīng)非常熟悉了。第四軸在機(jī)械的設(shè)施過程中具有廣泛地運(yùn)用,而在第四軸的作業(yè)過程中其時(shí)常會出現(xiàn)找不準(zhǔn)坐標(biāo)以及圓心的尷尬問題。由于工作的原因?qū)?shù)控回轉(zhuǎn)工作臺以及加工中心的事宜非常的熟悉,因此對他們來說是輕而易舉的。第四軸找圓心:在具體的操作時(shí),應(yīng)以第四軸尋找拖平機(jī)床臺。隨后尋找相對容易加工的銑工件,按照鉛塊的為例,在鉛塊中找出第四軸的一個(gè)中心圓,隨后利用中心元便可以分出中心軸。第四軸找坐標(biāo):使用傳統(tǒng)的操作方式是復(fù)雜的,由于使用工具的誤差以及作業(yè)人員的人員誤差,進(jìn)而影響第四軸的坐標(biāo)原點(diǎn)的準(zhǔn)確性不高。停止機(jī)床找正工件、相關(guān)的程序作業(yè)終止進(jìn)而不能進(jìn)行連續(xù)的工作。在生產(chǎn)效率低。而第四軸的工作臺旋轉(zhuǎn)之后的程序會自動生成設(shè)施的坐標(biāo)系,通常在第四軸的加工工作臺進(jìn)行旋轉(zhuǎn)的時(shí)候,其運(yùn)用第四軸軸心、百分表等相關(guān)的工具。
北京生產(chǎn)轉(zhuǎn)臺公司
切斷機(jī):兩個(gè)切割頭可分別獨(dú)立開啟,氣動鎖緊防止手動鎖緊時(shí)產(chǎn)生偏差,氣液轉(zhuǎn)換運(yùn)行平穩(wěn),全包式設(shè)備框架防止水飛濺。固化爐:分為外循環(huán)固化爐和內(nèi)循環(huán)固化爐,可選擇可控硅控溫系統(tǒng)。GH2000型外循環(huán)固化爐:利用加熱管在爐腔外加溫,轉(zhuǎn)換成熱空氣直接吹入爐腔內(nèi),溫度均勻,爐腔內(nèi)不同位置受熱均勻。GH2005型內(nèi)循環(huán)固化爐、GH2009型雙風(fēng)道內(nèi)循環(huán)固化爐。脫芯機(jī):配備的變量泵使用壽命長,待機(jī)噪音小,環(huán)保節(jié)能,行程定位功能提高了脫芯的效率。卷管機(jī):管機(jī)有氣液驅(qū)動和滾珠絲杠驅(qū)動兩種,板長可按客戶需要訂做,該系列機(jī)型具有下板加熱均勻,卷管行程和速度穩(wěn)定可調(diào)。氣路系統(tǒng)經(jīng)過優(yōu)化后后上板的壓力和速度更加準(zhǔn)確可控。以上就是對數(shù)控轉(zhuǎn)臺主機(jī)的主要組成部件的簡單介紹,希望對大家有所幫助。如果您有購買數(shù)控轉(zhuǎn)臺的需要請與我們?nèi)〉寐?lián)系,我們將竭誠為您服務(wù)。
北京生產(chǎn)轉(zhuǎn)臺公司
數(shù)控轉(zhuǎn)臺的頂驅(qū)裝置主電動機(jī)加熱器電源正常且主電動機(jī)未運(yùn)行時(shí),可以通過PLC/MCC柜門上的電動機(jī)加熱開關(guān),啟停加熱器,通過PLC/MCC柜的加熱器指示燈指示運(yùn)行狀態(tài)。PLC系統(tǒng)正常時(shí),加熱器與主電動機(jī)連鎖。如果在數(shù)控轉(zhuǎn)臺加熱器工作時(shí)啟動主電動機(jī),加熱器將自動停止運(yùn)行。主電動機(jī)運(yùn)行時(shí),不能啟動加熱器。數(shù)控轉(zhuǎn)臺頂驅(qū)裝置的冷卻風(fēng)機(jī)裝在主電動機(jī)上端。數(shù)控轉(zhuǎn)臺操作臺的風(fēng)機(jī)開關(guān)扳倒“開”位置,將直接啟動主電動機(jī)風(fēng)機(jī)。風(fēng)機(jī)開關(guān)扳倒“關(guān)”位置,停止主電動機(jī)風(fēng)機(jī)和驅(qū)動柜風(fēng)機(jī)。但是在主電動機(jī)運(yùn)行狀態(tài),不管風(fēng)機(jī)開關(guān)位置如何,風(fēng)機(jī)均不會停止,風(fēng)機(jī)開關(guān)扳倒“自動”位置,數(shù)控轉(zhuǎn)臺頂驅(qū)系統(tǒng)啟動時(shí),自動啟動主電動機(jī)風(fēng)機(jī);當(dāng)數(shù)控轉(zhuǎn)臺頂驅(qū)系統(tǒng)停止運(yùn)行,風(fēng)機(jī)延時(shí)后自動停止。
北京生產(chǎn)轉(zhuǎn)臺公司
數(shù)控轉(zhuǎn)臺作為加工的重要功能部件,主要實(shí)現(xiàn)加工時(shí)的旋轉(zhuǎn)分度和z向進(jìn)給。相比于其他功能部件,轉(zhuǎn)臺處在加工區(qū)域,受切削液、工件切屑和切削力的影響,工作環(huán)境十分惡劣,容易導(dǎo)致故障的發(fā)生和旋轉(zhuǎn)精度的過快衰減,是影響國產(chǎn)加工可靠性的重要因素。下面是數(shù)控轉(zhuǎn)臺出現(xiàn)故障的解決方法。關(guān)機(jī)后將數(shù)控轉(zhuǎn)臺側(cè)蓋翻開,用手壓行程開關(guān)正常,查行程壓塊正常,查開關(guān)座正常,估量行程開關(guān)壓合斷開點(diǎn)變化.將開關(guān)座向正確方向調(diào)整小段間隔后開機(jī),毛病消弭。數(shù)控轉(zhuǎn)臺分度后落下時(shí)錯(cuò)動明顯,聲音大。剖析及處置過程:數(shù)控轉(zhuǎn)臺分度后落下時(shí)錯(cuò)動明顯,闡明轉(zhuǎn)臺分度位置與鼠齒盤定位位置相差較大;假如回零時(shí)位置同時(shí)也有錯(cuò)動,則可調(diào)理第4軸柵格偏移量來處理:假如轉(zhuǎn)臺傳動有間隙,則可調(diào)理第4軸間隙補(bǔ)償;假如機(jī)械螺距有誤差,則相應(yīng)調(diào)整第4軸螺補(bǔ)。