湛江專業雙軸數控轉臺公司
發布時間:2024-01-12 00:28:22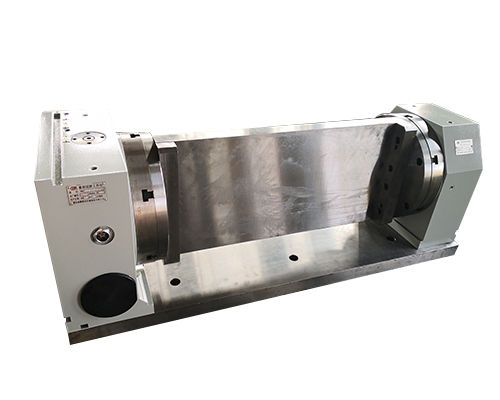
湛江專業雙軸數控轉臺公司
數控轉臺使用一段時間后,有些配件就會達到使用壽命需要更換,下面為大家介紹數控轉臺幾種配件的更換方法。更換閥板與閥座:卸掉閥腔壓力,拆除閥蓋螺栓,將閥板與閥蓋以上部分一起取出。拆除帶槽圓螺母、開關銷、六角螺釘、前后止動帽,則可更換筒形閥板,同時更換閥座。清洗閥腔,應特別小心密封面處。更換新的閥板、閥座,應在閥板與閥蓋凸臺部分之前的空隙處用密封脂塞滿,并在上蓋內部加滿鈣基潤滑油,以便潤滑軸承。更換唇形密封填料:執行先卸掉閥腔壓力,然后拆卸護罩、圓螺母、手輪、軸承壓蓋、軸承、填料壓蓋、再更換唇形密封填料。更換軸承:拆卸護罩、圓螺母、手輪、軸承壓蓋,這時可換上軸承。若要更換下軸承,需卸掉閥桿螺母,軸承間隙有軸承蓋調整,調整完畢后,轉動手輪應運動靈活,無卡阻。

湛江專業雙軸數控轉臺公司
鏈條與滑輪在檢修的時候,鏈片不能有裂紋和變形的情況,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕的情況。如超過允許情況時,應及時更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應及時更換。主、側滾輪在檢修的時侯,檢查主、側滾輪磨損痕跡是否均勻。其磨損限度沿直徑方向,主滾輪為1mm,側滾輪為0.5mm。否則應及時更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應該及時修復。

湛江專業雙軸數控轉臺公司
五軸加工中使用的機床通常稱為五軸機床或五軸加工中心。在航空航天領域中經常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機床可以在不改變工件在機床上位置的情況下加工工件的不同側面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。
湛江專業雙軸數控轉臺公司
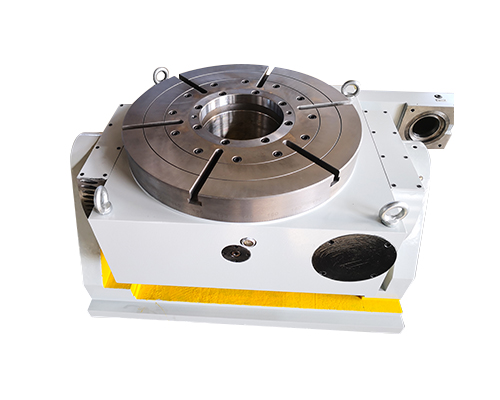
數控轉臺由伺服電機驅動,經過齒輪減速后帶動渦輪蝸桿副讓工作臺開始轉動。為消除反向間隙與傳動間隙,通過調整偏心環消除齒輪嚙合側邊縫隙。一邊的齒輪與蝸桿依靠楔形拉緊圓柱銷進行連接,此種連接方式可以消除軸與套的配合間隙。此種蝸桿的兩邊具備不同的螺距,所以蝸桿齒厚從頭至尾都是逐漸加厚。但是因為相同一邊的螺距是相等的,因此數控轉臺依然可以保持正常嚙合。而蝸桿偏心軸套調整中心距,從而達到消除蝸桿副間隙目的。當數控轉臺靜止時,數控轉臺會處于鎖緊狀態。目前鎖緊方式有2種:鼠牙盤鎖緊,此種方式只適用于中型或小型數控轉臺,鼠牙盤鎖緊方式的鎖緊力小。