德陽生產端齒盤價格
發布時間:2023-11-18 00:28:46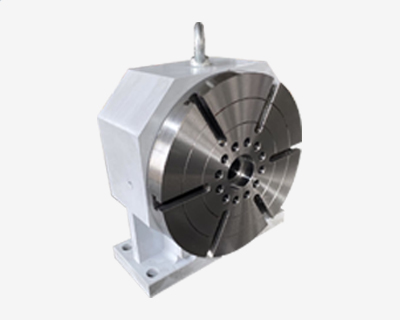
德陽生產端齒盤價格
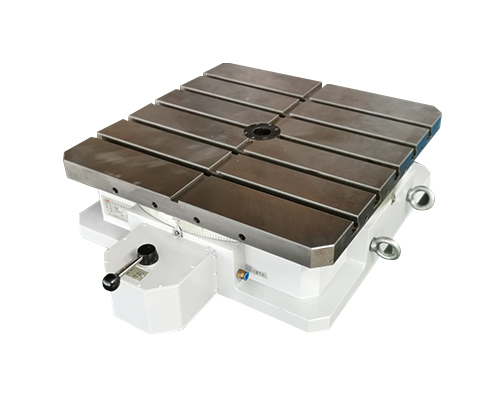
常常注意撥號盤上的分度頭各部分的平滑,并根據手冊上的規矩,做定期的加油。將工件夾緊在分度盤的分度頭上時,建議鎖緊分度盤分度頭的主軸。不要太緊了。較大時,不得用力或硬金屬撞擊工件。分度盤時,一般是順時針方向移動。在震動過程中,速度應盡量均勻均勻。一旦跳過,分度手柄應退回半圈以上以消除空隙,然后按原方向到正常位置逐步插入定位銷。調整分度頭主軸的仰角。不要松開接近主軸前部的底座頂部的兩個內六角螺絲。不然會使主軸的位置產生零位移動,并制止運用錘擊等物沖擊。分度板分度頭蝸桿和蝸輪齒隙調整適當,太緊簡單使蝸輪磨損,太松則會使精度下降。
德陽生產端齒盤價格
數控轉臺和數控分度頭的市場,主要被大陸和臺灣地區的生產廠家所占領,少量高品質產品由日本公司占領,國內產品主要以中檔產品為主。培養出一批具有較強創新能力和開發能力的工程技術人員和工人技術隊伍,有著較為豐富的開發和制造經驗。機床工具行業的發展,依賴于行業技術水平和創新能力的提高,依賴于機床的數控化和產品快速的升級換代,依賴于制造業從剛性自動化向柔性自動化方向轉變這一社會需求,由于我國機床附件廠資金緊張。造成技術創新和技術改造的力度不大,使附件水平的發展嚴重滯后,成為制約民族機床工業發展的瓶頸.國產配套件在產品質量、性能、結構創新、品牌信譽、外觀造型、精度穩定性等方面與發達國家相比都存在一定的差距。但在產品的價格、交貨期和售后服務上占有較大的優勢。

德陽生產端齒盤價格
我國機床行業近年來產業規模大幅增加。“十一五”期間,金切機床行業工業總產值年平均增長率達百分之23.6,2010年達1306億元,并在2011年達到1542.9億元的歷史高點,其中數控機床的發展速度更快,數控機床產量占金切機床總產量的比重由2005年的百分之13.2提高到2010年的百分之29.6,國產數控機床產值市場占有率也在2010年達到百分之56.7。在數控機床方面,隨著04專項的深入實施,一大批數控機床關鍵制造技術得到突破,多種構型的國產五軸聯動及復合加工機床實現了在用戶生產現場的小批量應用,廣泛用于飛機結構件、大型水輪機葉片等多種復雜零件的加工,加工材料涵蓋了鋁合金、鈦合金、不銹鋼、復合材料等。以國產數控機床在中航工業成飛公司的應用為例,成飛公司現裝備6臺國產五軸聯動數控機床,故障率比國外同型機床稍高,但已基本滿足飛機結構件批量加工。
德陽生產端齒盤價格
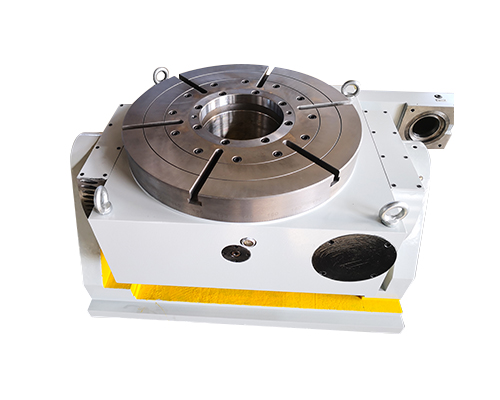
加工中心數控轉臺在實際應用中具有許多意想不到的好處,例如,減少了運行過程中的摩擦和熱量,使整個機器更加穩定可靠,從而減少了能耗并降低了故障可能性。為了實現高速,高精度的目標,數控轉盤等自動化設備的制造商加大了技術投入和開發力度,開發了更多的數控轉盤用自動化產品,例如電主軸,編碼器等。這些自動化產品為實現加工中心數控轉臺的高速和高精度功能提供了有力的支持。高速,高精度不僅意味著分度控制轉臺必須以更高或更快的速度加工工件,并生產出更高精度的產品。它還需要加工中心數控轉臺在工件加工的整個過程中高速運轉和定位,以減少工件加工,準備,存儲等各個環節所花費的時間,從而提高工廠的生產效率,降低生產成本。機床行業的發展有賴于行業技術水平和創新能力的提高。加工中心數控轉臺依賴于機床的數控系統和產品的快速升級,并且依賴于制造業從剛性自動化到柔性自動化轉型的社會需求。

德陽生產端齒盤價格
數控轉臺也是數控回轉工作臺。數控回轉工作臺是數控銑床常用部件,常作為數控銑床的一個伺服軸,即立式數控銑床的C軸和臥式數控銑床的B軸。分度工作臺的分度和定位按照控制系統的指令自動進行分度,這兩種都是數控機床中常用的設備,很多人對這兩款設備分不清,下面我們來了解一下數控回轉工作臺和分度工作臺的具體區別。工作原理不同:一般數控回轉工作臺,是靠工作臺轉動來完成加工的,主要適用于板類和箱體類工件的連續回轉加工和多面加工,由數控系統控制。分度工作臺,除了靠工作臺轉動來完成加工以外,工作臺還可以定位某一角度,來完成工件紙帶、鏜孔、攻絲等工作。功能不同:數控回轉工作臺可同機床聯動,小增量為0.001°,如轉速、功率、扭距能達到車削的要求,可實現車削功能。而分度工作臺只能實現分度功能。結構不同:數控回轉工作臺用于加工有分度要求的孔、槽和斜面,加工時轉動工作臺,則可加工圓弧面和圓弧槽等。
德陽生產端齒盤價格
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。