徐州生產圓盤尾座廠家
發布時間:2023-11-05 00:28:55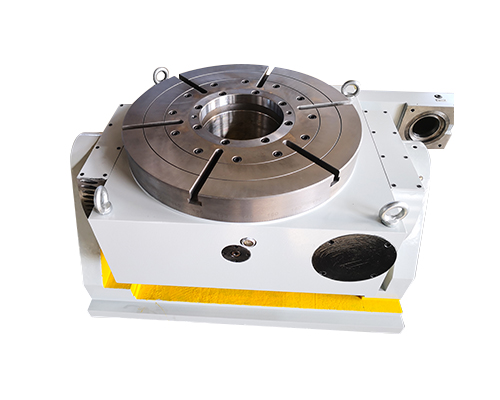
徐州生產圓盤尾座廠家
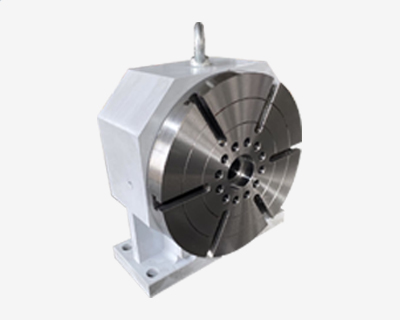
常用分度盤:是比較常用的。主軸可以在水平和垂直方向之間的任何角度傾斜。分度機構由一個分度盤和一個蝸輪蝸桿副組成,其傳動比為1:40。有與定位在分度盤不同相等的分割的孔多個圓。旋轉與蝸桿連接至所述定位銷插入到所選擇的定位孔,以實現索引手柄。當分度板上等分的孔數不能滿足分度要求時,可以通過蝸桿與主軸之間的齒輪交換來改變傳動比,以擴大分度范圍。在銑削機。常用分度盤的交換齒輪可以與銑床工作臺的進給螺桿根據一個相連接,從而使工件的軸向進料與所述旋轉運動相結合。Semi分度盤:結構基本相同,普遍索引頭的,但沒有交換齒輪機構,它只能直接通過分度板索引,并且不能與銑床表被鏈接。Equal分裂指數板:一般采用具有24個狹槽或孔相等的分隔板,它可以直接實現2,3,4,6,8,12,和24個相等的分割,包括水平,垂直和垂直-水平式三種。垂直和水平基部具有垂直于彼此的兩個安裝表面,和主軸可以是在水平或垂直位置。
徐州生產圓盤尾座廠家
操作數控轉臺的人員必須經過專業培訓,通過安全生產監督部門的考核,并經公司同意后方能操作,規范數控轉臺安全操作,安全駕駛,每個數控轉臺人員都應該知道的安全要求,我們也來了解一下吧!數控轉臺作業前后,應檢查外觀,加注燃料、潤滑油和冷卻水。檢查起動、運轉及制動安全性能。檢查燈光、制動信號是否齊全有效。數控轉臺運轉過程中應檢查壓力、溫度是否正常。數控轉臺行后還應檢查外泄漏情況并及時更換密封件。數控轉臺使用中要注意安全,以上只是安全要求的一部分,數控轉臺人員必須認真學習并嚴格遵守所有操作規程,熟悉數控轉臺性能和操作區域情況。
徐州生產圓盤尾座廠家
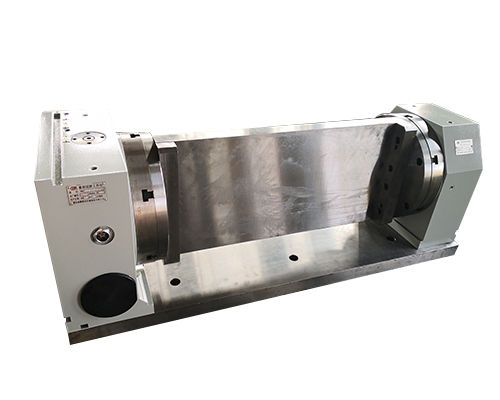
密封性:電機罩殼,根據IP67完全密封,防止電機損壞和鎖緊故障。驅動電機:同一電機外殼可以匹配5種電機。易互換的電機。黑盒子:增加可用性,降低維護費用。可以快速定位故障點,做到預防性的維護,在線故障報警和主軸鎖緊控制系統。轉速,電機殼體的內部壓力,溫度,濕度和濃度的監控,實時記錄重要歷史數據。USB插槽:快速,便捷的數據傳輸,便于故障診斷。電纜接口單元:電纜接口可以全方向轉動,即插即用的設計,故障時快速更換電纜,所有內部電纜集成到接口。主軸夾緊:大扭矩高剛性,夾緊在靠近工作附近的大直徑處,快速響應,控制處理器,集成壓力傳感器的優化監測,在夾緊和釋放期間無軸向運動,使用壽命長,在整個使用壽命期間夾緊力保持不變。主軸:強硬化和高精度,徑向軸向跳動6μm(可選:到2μm),多用途產品配件。附件:手動或自動HSK或者ISO夾緊,各種夾頭,夾緊系統,接盤和卡盤,處理托盤系統,旋轉連接和夾緊氣缸。
徐州生產圓盤尾座廠家
分度定位等分轉臺一般采用端齒盤分度定位,任意分度轉臺一般采用高精度蝸桿蝸輪分度定位。驅動,液壓轉臺采用液壓驅動齒條或液壓馬達,通過齒條驅動齒輪或液壓馬達驅動齒輪的方式進行動力提供,而電動轉臺則采用伺服電動機提供動力。傳動有齒條齒輪傳動、蝸桿蝸輪傳動幾種方式,電動轉臺一般是通過一對齒輪將電動機動力傳遞到蝸桿,帶動轉臺進行分度,液壓轉臺,采用液壓馬達驅動的傳動結構,類似于電動轉臺,采用齒輪齒條的,由活塞驅動的齒條帶動與之嚙合的與臺面相對固定齒輪進行分度。剎緊機構等分轉臺的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。從性能角度來看,承載能力強、轉速高、分度精度高是將來數控轉臺的發展方向,新材料的應用和技術創新將帶領數控轉臺行業走上新的臺階。

徐州生產圓盤尾座廠家
應用迅速移動或寸動模式下運作數控轉臺時,須按著"+4"或"-4"后數控轉臺才可以旋轉。旋轉完畢后,數控轉臺將自動變為夾持模式。手輪模式下,將軸選選擇在""檔無需任何等候,就可以旋轉。數控轉臺是將產品工件夾持在卡盤上或二間,并使其旋轉、分度和定位的機床配件。數控轉臺主要用以數控車床,也常見于刨床和工具磨床,還可置放在平臺上供鉗工劃線用,為大伙兒介紹的有關于數控轉臺零部件的工藝性能分析,希望小編的介紹會對您有一定的幫助哦。產品工件煅造比較為大,非常容易導致應力的分布不勻。因而,煅造后進行淬火工藝,初加工后進行調質熱處理,以材料的切削性能。工序安排以臺階面和Φ110g6的外圓表面定位,夾裝產品工件,達到了設計標準,工藝標準的一致。
徐州生產圓盤尾座廠家
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。