淄博精密回轉工作臺廠家
發布時間:2023-10-07 00:29:13
淄博精密回轉工作臺廠家
常用分度盤:是比較常用的。主軸可以在水平和垂直方向之間的任何角度傾斜。分度機構由一個分度盤和一個蝸輪蝸桿副組成,其傳動比為1:40。有與定位在分度盤不同相等的分割的孔多個圓。旋轉與蝸桿連接至所述定位銷插入到所選擇的定位孔,以實現索引手柄。當分度板上等分的孔數不能滿足分度要求時,可以通過蝸桿與主軸之間的齒輪交換來改變傳動比,以擴大分度范圍。在銑削機。常用分度盤的交換齒輪可以與銑床工作臺的進給螺桿根據一個相連接,從而使工件的軸向進料與所述旋轉運動相結合。Semi分度盤:結構基本相同,普遍索引頭的,但沒有交換齒輪機構,它只能直接通過分度板索引,并且不能與銑床表被鏈接。Equal分裂指數板:一般采用具有24個狹槽或孔相等的分隔板,它可以直接實現2,3,4,6,8,12,和24個相等的分割,包括水平,垂直和垂直-水平式三種。垂直和水平基部具有垂直于彼此的兩個安裝表面,和主軸可以是在水平或垂直位置。
淄博精密回轉工作臺廠家
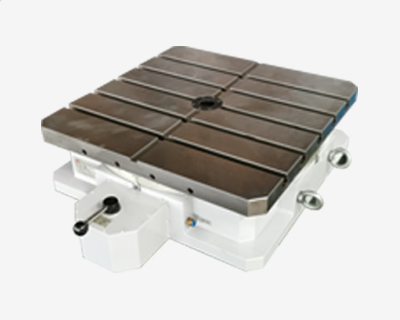
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。
淄博精密回轉工作臺廠家
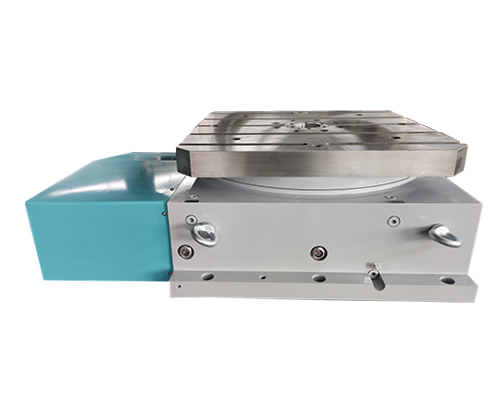
數控轉臺和數控分度盤都是數控機床中比較常用的機床設備,但是兩者卻不相同,數控轉臺是一種能夠同時繞鉛垂軸和水平軸旋轉的機械工作臺。數控分度盤大多數適用于銑床、鉆床及加工中心。配合工作母機四軸操作界面,可作同動四軸加工。數控轉臺的運動是由伺服電機驅動,經齒輪減速后帶動渦輪蝸桿副使工作臺轉動。為消除反向間隙和傳動間隙,通過調整偏心環來消除齒輪嚙合側隙。數控分度盤工作原理:通過輸入軸上的共軛凸輪與輸出軸上帶有均勻散布滾針軸承的分度盤無間隙垂直嚙合。凸輪外貌面的曲線段驅策分度盤上的滾針軸承發動分度盤轉為,直線段使分度盤靜止,并定位自鎖。

淄博精密回轉工作臺廠家
數控轉臺作為一種能夠同時繞鉛垂軸和水平軸旋轉的機械工作臺,也有出現故障的時候,那數控轉臺出現故障如何處理呢,大家在遇到問題處理時先去分析下原因。找到故障原因才能給予處理方法,下面帶大家了解一下數控轉臺可能會出現的故障以及處理方法。數控轉臺分度后落下時錯動明顯,聲音大。分析及處理過程,數控轉臺分度后落下時錯動明顯,說明轉臺分度位置與鼠齒盤定位位置相差較大。如果回零時位置同時也有錯動,則可調節第4軸柵格偏移量來解決。如果轉臺傳動有間隙,則可調節第4軸間隙補償,如果機械螺距有誤差,則相應調整第4軸螺補。轉臺回零不準,回零后工作臺歪斜,出現這種故障一般是由于轉臺回零開關不良、行程壓塊松動或開關松動。關機后將轉臺側蓋打開,用手壓行程開關正常,查行程壓塊正常,查開關座正常,估計行程開關壓合斷開點變化。將開關座向正確方向調整小段距離后開機,故障消除。
淄博精密回轉工作臺廠家
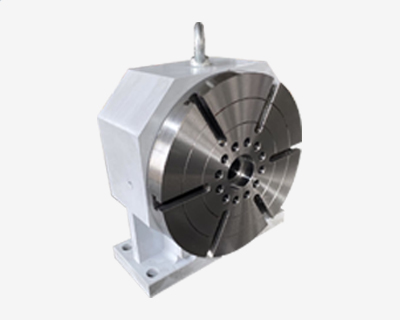
高精度轉臺的轉盤為中空結構,伺服電機連接到側面,便于在夾具中安裝氣管和電線。高精度轉臺采用單級斜齒輪減速方法來增加輸出扭矩,齒輪精度等級低于5級。此外,靈活的調節機構通過改變兩個齒輪的中心距來控制齒隙,因此中空的旋轉平臺是空的,這樣使重復定位精度低于5弧秒。高精度轉臺的轉盤由一組精密交叉滾子軸承支撐。軸承中的滾子錯開90度,并且滾子的直徑略大于軸承內圈和外圈之間的滾道尺寸。環和滾子之間有預緊力,軸承支撐的伺服旋轉平臺轉盤可以承受徑向,軸向和傾覆等各種力矩,其剛度是傳統軸承的10倍以上。高精度轉臺組裝完成后。以平臺的交叉滾子軸承為旋轉中心,并再次研磨轉盤的外徑和端面(標準等級為精車削),以確保轉盤的同軸度和平行度。高精度轉臺可以通過定制法蘭和輸入軸孔靈活地改變接口的尺寸,適用于連接任何品牌的伺服電機。