雅安專業端齒盤價格
發布時間:2023-09-23 00:29:17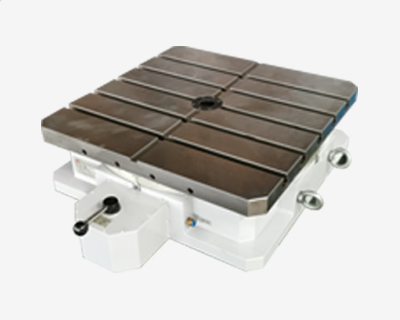
雅安專業端齒盤價格
鏈條與滑輪在檢修的時候,鏈片不能有裂紋和變形的情況,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕的情況。如超過允許情況時,應及時更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應及時更換。主、側滾輪在檢修的時侯,檢查主、側滾輪磨損痕跡是否均勻。其磨損限度沿直徑方向,主滾輪為1mm,側滾輪為0.5mm。否則應及時更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應該及時修復。
雅安專業端齒盤價格
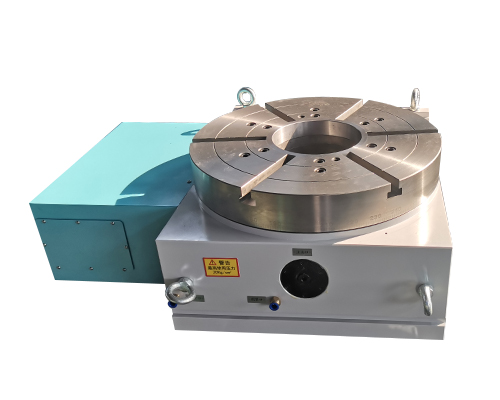
數控轉臺和數控分度盤都是數控機床中比較常用的機床設備,但是兩者卻不相同,數控轉臺是一種能夠同時繞鉛垂軸和水平軸旋轉的機械工作臺。數控分度盤大多數適用于銑床、鉆床及加工中心。配合工作母機四軸操作界面,可作同動四軸加工。數控轉臺的運動是由伺服電機驅動,經齒輪減速后帶動渦輪蝸桿副使工作臺轉動。為消除反向間隙和傳動間隙,通過調整偏心環來消除齒輪嚙合側隙。數控分度盤工作原理:通過輸入軸上的共軛凸輪與輸出軸上帶有均勻散布滾針軸承的分度盤無間隙垂直嚙合。凸輪外貌面的曲線段驅策分度盤上的滾針軸承發動分度盤轉為,直線段使分度盤靜止,并定位自鎖。

雅安專業端齒盤價格
調整分度盤主軸仰角時,切不可將基座上部靠近主軸前端的兩個內六角螺釘松開,否則會使主軸位置的零位走動,并嚴禁運用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調整得恰當,過緊易使蝸輪磨損,過松會使分度精度降落。經常留意分度盤各局部的光滑,并按闡明書上的規則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規則位置漸漸插入定位銷。在生產實踐中,可是由于工件上加工余量的不同,實質上是切削用量之切削深度發生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。

雅安專業端齒盤價格
常常注意撥號盤上的分度頭各部分的平滑,并根據手冊上的規矩,做定期的加油。將工件夾緊在分度盤的分度頭上時,建議鎖緊分度盤分度頭的主軸。不要太緊了。較大時,不得用力或硬金屬撞擊工件。分度盤時,一般是順時針方向移動。在震動過程中,速度應盡量均勻均勻。一旦跳過,分度手柄應退回半圈以上以消除空隙,然后按原方向到正常位置逐步插入定位銷。調整分度頭主軸的仰角。不要松開接近主軸前部的底座頂部的兩個內六角螺絲。不然會使主軸的位置產生零位移動,并制止運用錘擊等物沖擊。分度板分度頭蝸桿和蝸輪齒隙調整適當,太緊簡單使蝸輪磨損,太松則會使精度下降。
雅安專業端齒盤價格
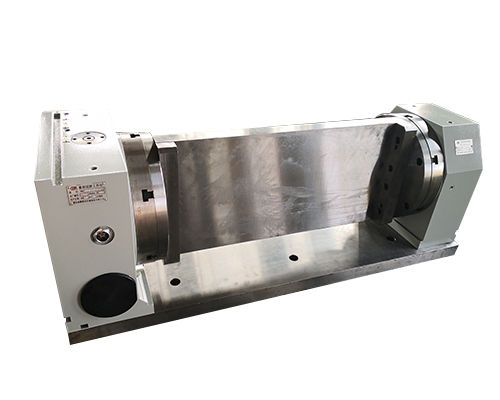
五軸加工中使用的機床通常稱為五軸機床或五軸加工中心。在航空航天領域中經常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機床可以在不改變工件在機床上位置的情況下加工工件的不同側面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。