蕪湖生產數控分度頭公司
發布時間:2023-07-12 00:29:55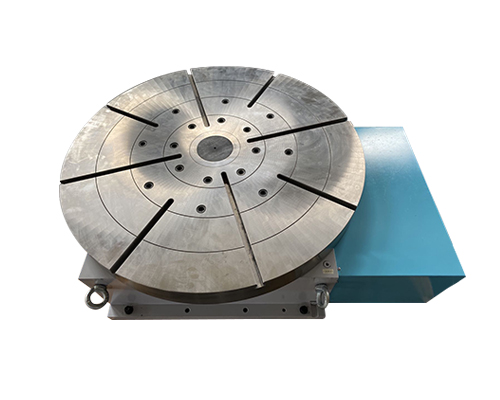
蕪湖生產數控分度頭公司
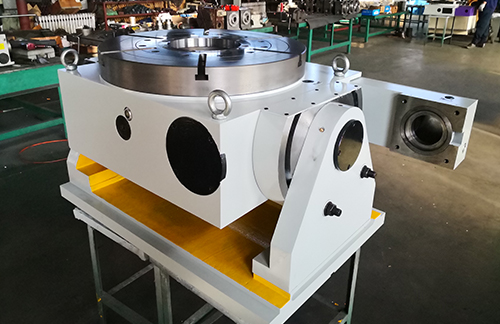
操作數控轉臺的人員必須經過專業培訓,通過安全生產監督部門的考核,并經公司同意后方能操作,規范數控轉臺安全操作,安全駕駛,每個數控轉臺人員都應該知道的安全要求,我們也來了解一下吧!數控轉臺作業前后,應檢查外觀,加注燃料、潤滑油和冷卻水。檢查起動、運轉及制動安全性能。檢查燈光、制動信號是否齊全有效。數控轉臺運轉過程中應檢查壓力、溫度是否正常。數控轉臺行后還應檢查外泄漏情況并及時更換密封件。數控轉臺使用中要注意安全,以上只是安全要求的一部分,數控轉臺人員必須認真學習并嚴格遵守所有操作規程,熟悉數控轉臺性能和操作區域情況。
蕪湖生產數控分度頭公司
數控轉臺分度后落下時錯動明顯,說明轉臺分度位置與鼠齒盤定位位置相差較大。如果回零時位置同時也有錯動,則可調節第4軸柵格偏移量來解決,如果轉臺傳動有間隙,則可調節第4間隙補償,如果機械螺距有誤差,則相應調整第4軸螺補。有的還發現轉臺回零后也有錯動,調整0511數值后解決。一臺配套FANUC OMC,型號為XH754的數控機床,轉臺回零不準,回零后工作臺歪斜。出現這種故障一般是由于轉臺回零開關不良、行程壓塊松動或開關松動。關機后將轉臺側蓋打開,用手壓行程開關正常,查行程壓塊正常,查開關座正常,估計行程開關壓合斷開點變化。將開關座向正確方向調整小段距離后開機,故障消除。
蕪湖生產數控分度頭公司
常用分度盤:是比較常用的。主軸可以在水平和垂直方向之間的任何角度傾斜。分度機構由一個分度盤和一個蝸輪蝸桿副組成,其傳動比為1:40。有與定位在分度盤不同相等的分割的孔多個圓。旋轉與蝸桿連接至所述定位銷插入到所選擇的定位孔,以實現索引手柄。當分度板上等分的孔數不能滿足分度要求時,可以通過蝸桿與主軸之間的齒輪交換來改變傳動比,以擴大分度范圍。在銑削機。常用分度盤的交換齒輪可以與銑床工作臺的進給螺桿根據一個相連接,從而使工件的軸向進料與所述旋轉運動相結合。Semi分度盤:結構基本相同,普遍索引頭的,但沒有交換齒輪機構,它只能直接通過分度板索引,并且不能與銑床表被鏈接。Equal分裂指數板:一般采用具有24個狹槽或孔相等的分隔板,它可以直接實現2,3,4,6,8,12,和24個相等的分割,包括水平,垂直和垂直-水平式三種。垂直和水平基部具有垂直于彼此的兩個安裝表面,和主軸可以是在水平或垂直位置。

蕪湖生產數控分度頭公司
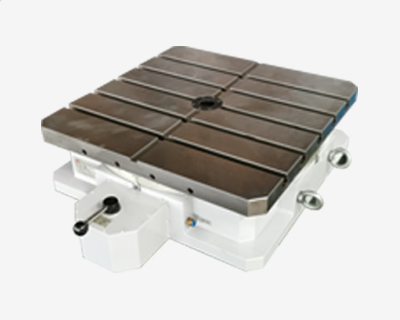
調整分度盤主軸仰角時,切不可將基座上部靠近主軸前端的兩個內六角螺釘松開,否則會使主軸位置的零位走動,并嚴禁運用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調整得恰當,過緊易使蝸輪磨損,過松會使分度精度降落。經常留意分度盤各局部的光滑,并按闡明書上的規則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規則位置漸漸插入定位銷。在生產實踐中,可是由于工件上加工余量的不同,實質上是切削用量之切削深度發生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。