湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
發(fā)布時(shí)間:2023-06-28 00:30:01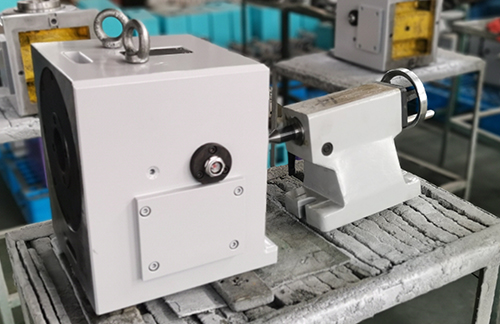
湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
常用分度盤:是比較常用的。主軸可以在水平和垂直方向之間的任何角度傾斜。分度機(jī)構(gòu)由一個(gè)分度盤和一個(gè)蝸輪蝸桿副組成,其傳動(dòng)比為1:40。有與定位在分度盤不同相等的分割的孔多個(gè)圓。旋轉(zhuǎn)與蝸桿連接至所述定位銷插入到所選擇的定位孔,以實(shí)現(xiàn)索引手柄。當(dāng)分度板上等分的孔數(shù)不能滿足分度要求時(shí),可以通過蝸桿與主軸之間的齒輪交換來改變傳動(dòng)比,以擴(kuò)大分度范圍。在銑削機(jī)。常用分度盤的交換齒輪可以與銑床工作臺(tái)的進(jìn)給螺桿根據(jù)一個(gè)相連接,從而使工件的軸向進(jìn)料與所述旋轉(zhuǎn)運(yùn)動(dòng)相結(jié)合。Semi分度盤:結(jié)構(gòu)基本相同,普遍索引頭的,但沒有交換齒輪機(jī)構(gòu),它只能直接通過分度板索引,并且不能與銑床表被鏈接。Equal分裂指數(shù)板:一般采用具有24個(gè)狹槽或孔相等的分隔板,它可以直接實(shí)現(xiàn)2,3,4,6,8,12,和24個(gè)相等的分割,包括水平,垂直和垂直-水平式三種。垂直和水平基部具有垂直于彼此的兩個(gè)安裝表面,和主軸可以是在水平或垂直位置。
湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
第四軸的效果就是根據(jù)控制系統(tǒng)所發(fā)射的信號(hào)或許發(fā)送的指令進(jìn)行連續(xù)性的回轉(zhuǎn)、進(jìn)給運(yùn)動(dòng)或許是做回轉(zhuǎn)分度的調(diào)整,然后使數(shù)控機(jī)床可以依照要求結(jié)束所要加工的程序。第四軸一般和立式的加工中心及數(shù)控銑床進(jìn)行配套。可以效果在加T軸和套類的物品進(jìn)行加工。第四軸可以通過獨(dú)立的控制程序或設(shè)備來控制操作,當(dāng)然也可以根據(jù)相關(guān)的接口通過主機(jī)的數(shù)系統(tǒng)或設(shè)備完結(jié)控制。在裝置運(yùn)用第四軸后。可以快速進(jìn)步出產(chǎn)功率和加工物品的加工效果、質(zhì)量。

湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
數(shù)控轉(zhuǎn)臺(tái)使用一段時(shí)間后,有些配件就會(huì)達(dá)到使用壽命需要更換,下面為大家介紹數(shù)控轉(zhuǎn)臺(tái)幾種配件的更換方法。更換閥板與閥座:卸掉閥腔壓力,拆除閥蓋螺栓,將閥板與閥蓋以上部分一起取出。拆除帶槽圓螺母、開關(guān)銷、六角螺釘、前后止動(dòng)帽,則可更換筒形閥板,同時(shí)更換閥座。清洗閥腔,應(yīng)特別小心密封面處。更換新的閥板、閥座,應(yīng)在閥板與閥蓋凸臺(tái)部分之前的空隙處用密封脂塞滿,并在上蓋內(nèi)部加滿鈣基潤滑油,以便潤滑軸承。更換唇形密封填料:執(zhí)行先卸掉閥腔壓力,然后拆卸護(hù)罩、圓螺母、手輪、軸承壓蓋、軸承、填料壓蓋、再更換唇形密封填料。更換軸承:拆卸護(hù)罩、圓螺母、手輪、軸承壓蓋,這時(shí)可換上軸承。若要更換下軸承,需卸掉閥桿螺母,軸承間隙有軸承蓋調(diào)整,調(diào)整完畢后,轉(zhuǎn)動(dòng)手輪應(yīng)運(yùn)動(dòng)靈活,無卡阻。
湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
五軸加工中使用的機(jī)床通常稱為五軸機(jī)床或五軸加工中心。在航空航天領(lǐng)域中經(jīng)常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機(jī)床可以在不改變工件在機(jī)床上位置的情況下加工工件的不同側(cè)面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側(cè)面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個(gè)空間表面上進(jìn)行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態(tài)。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。
湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
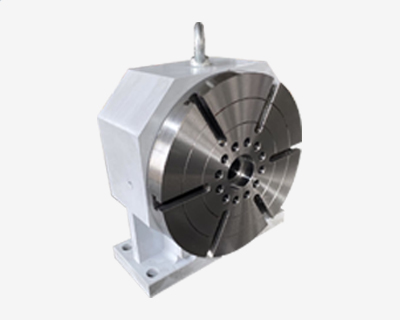
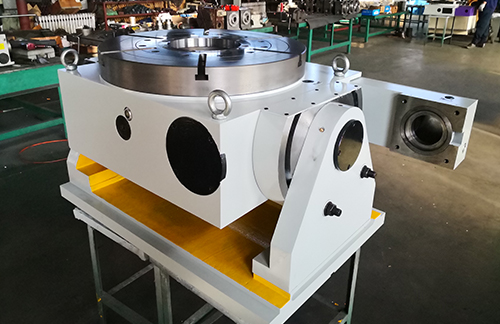
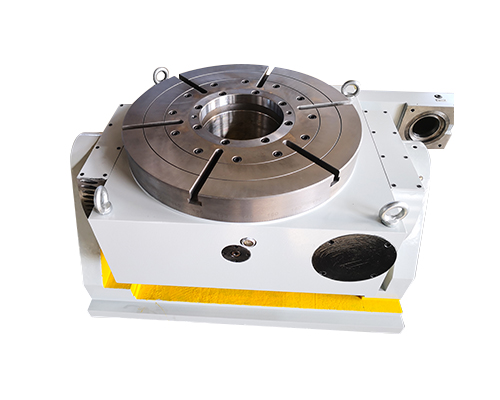
數(shù)控轉(zhuǎn)臺(tái)也是數(shù)控回轉(zhuǎn)工作臺(tái)。數(shù)控回轉(zhuǎn)工作臺(tái)是數(shù)控銑床常用部件,常作為數(shù)控銑床的一個(gè)伺服軸,即立式數(shù)控銑床的C軸和臥式數(shù)控銑床的B軸。分度工作臺(tái)的分度和定位按照控制系統(tǒng)的指令自動(dòng)進(jìn)行分度,這兩種都是數(shù)控機(jī)床中常用的設(shè)備,很多人對這兩款設(shè)備分不清,下面我們來了解一下數(shù)控回轉(zhuǎn)工作臺(tái)和分度工作臺(tái)的具體區(qū)別。工作原理不同:一般數(shù)控回轉(zhuǎn)工作臺(tái),是靠工作臺(tái)轉(zhuǎn)動(dòng)來完成加工的,主要適用于板類和箱體類工件的連續(xù)回轉(zhuǎn)加工和多面加工,由數(shù)控系統(tǒng)控制。分度工作臺(tái),除了靠工作臺(tái)轉(zhuǎn)動(dòng)來完成加工以外,工作臺(tái)還可以定位某一角度,來完成工件紙帶、鏜孔、攻絲等工作。功能不同:數(shù)控回轉(zhuǎn)工作臺(tái)可同機(jī)床聯(lián)動(dòng),小增量為0.001°,如轉(zhuǎn)速、功率、扭距能達(dá)到車削的要求,可實(shí)現(xiàn)車削功能。而分度工作臺(tái)只能實(shí)現(xiàn)分度功能。結(jié)構(gòu)不同:數(shù)控回轉(zhuǎn)工作臺(tái)用于加工有分度要求的孔、槽和斜面,加工時(shí)轉(zhuǎn)動(dòng)工作臺(tái),則可加工圓弧面和圓弧槽等。
湖州精密數(shù)控立臥回轉(zhuǎn)工作臺(tái)價(jià)格
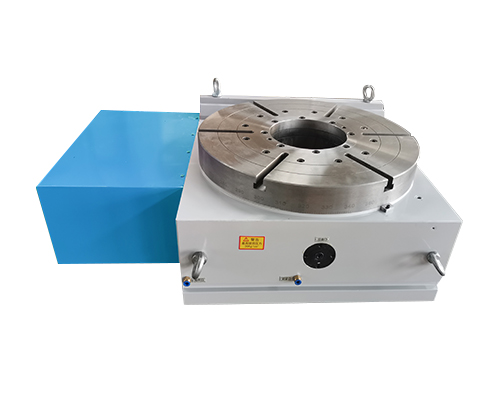
數(shù)控轉(zhuǎn)臺(tái)分度后落下時(shí)錯(cuò)動(dòng)明顯,說明轉(zhuǎn)臺(tái)分度位置與鼠齒盤定位位置相差較大。如果回零時(shí)位置同時(shí)也有錯(cuò)動(dòng),則可調(diào)節(jié)第4軸柵格偏移量來解決,如果轉(zhuǎn)臺(tái)傳動(dòng)有間隙,則可調(diào)節(jié)第4間隙補(bǔ)償,如果機(jī)械螺距有誤差,則相應(yīng)調(diào)整第4軸螺補(bǔ)。有的還發(fā)現(xiàn)轉(zhuǎn)臺(tái)回零后也有錯(cuò)動(dòng),調(diào)整0511數(shù)值后解決。一臺(tái)配套FANUC OMC,型號(hào)為XH754的數(shù)控機(jī)床,轉(zhuǎn)臺(tái)回零不準(zhǔn),回零后工作臺(tái)歪斜。出現(xiàn)這種故障一般是由于轉(zhuǎn)臺(tái)回零開關(guān)不良、行程壓塊松動(dòng)或開關(guān)松動(dòng)。關(guān)機(jī)后將轉(zhuǎn)臺(tái)側(cè)蓋打開,用手壓行程開關(guān)正常,查行程壓塊正常,查開關(guān)座正常,估計(jì)行程開關(guān)壓合斷開點(diǎn)變化。將開關(guān)座向正確方向調(diào)整小段距離后開機(jī),故障消除。