臺州專業圓盤尾座公司
發布時間:2023-04-21 00:30:37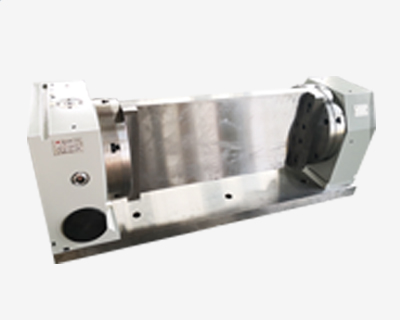
臺州專業圓盤尾座公司
PID控制,傳統的PD或PID控制不僅結構簡單,而且可靠性高。它具有穩定性好的優點,但僅適用于負載低,干擾小,非線性因素小的系統。復合控制,復合控制可以大大提高高精度轉臺系統的控制精度。自適應控制,適合物體特性或具有大范圍干擾特性和高性能要求的控制系統。智能控制是控制理論發展的高級階段,主要用于解決那些傳統的高精度轉臺控制系統難以解決的問題。無論使用哪種控制方法,高精度轉臺控制系統都要實現更高的性能指標。因此,對于諸如轉盤之類的復雜控制系統,通常將多種控制方法結合起來以彌補高精度轉臺單一控制方法的缺點。
臺州專業圓盤尾座公司
數控轉臺是一種重要的機床附件,它的應用為機床提供了回轉坐標,通過第四軸,第五軸驅動轉臺完成等分,不等分或連續的回轉加工,使客戶加工復雜曲面變成可能,擴大了機床的加工范圍。數控轉臺的設計準則,需要在一定的技術原理指導下,才能循序漸進的進行。下面給大家介紹數控轉臺的工作原理。數控轉臺的運動是由伺服電機驅動,經齒輪減速后帶動渦輪蝸桿副使工作臺轉動。為消除反向間隙和傳動間隙,通過調整偏心環來消除齒輪嚙合側隙。一側齒輪與蝸桿靠楔形拉緊圓柱銷來連接,這種連接方式能消除軸與套的配合間隙。蝸輪蝸桿常采用雙螺距漸厚蝸桿,通過移動蝸桿的軸向位置調整間隙。這種蝸桿的左右兩側面具有不同的螺距,因此蝸桿齒厚從頭到尾逐漸增厚。但由于同一側的螺距是相同的,所以仍然可以保持正常的嚙合。蝸桿偏心軸套調整中心矩來達到消除蝸桿副間隙的目的。
臺州專業圓盤尾座公司
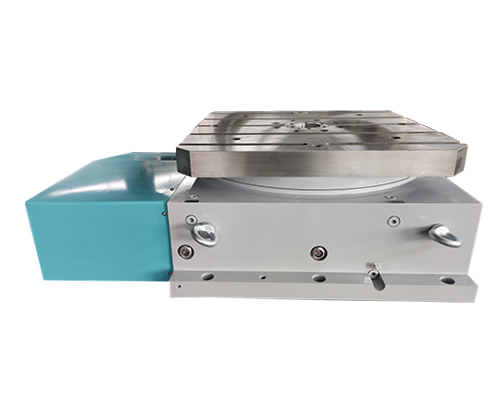
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。
臺州專業圓盤尾座公司
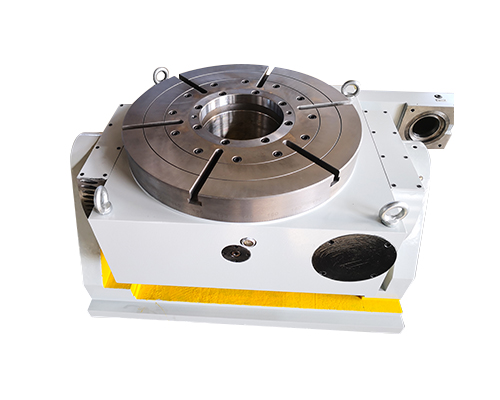
數控轉臺分度后落下時錯動明顯,說明轉臺分度位置與鼠齒盤定位位置相差較大。如果回零時位置同時也有錯動,則可調節第4軸柵格偏移量來解決,如果轉臺傳動有間隙,則可調節第4間隙補償,如果機械螺距有誤差,則相應調整第4軸螺補。有的還發現轉臺回零后也有錯動,調整0511數值后解決。一臺配套FANUC OMC,型號為XH754的數控機床,轉臺回零不準,回零后工作臺歪斜。出現這種故障一般是由于轉臺回零開關不良、行程壓塊松動或開關松動。關機后將轉臺側蓋打開,用手壓行程開關正常,查行程壓塊正常,查開關座正常,估計行程開關壓合斷開點變化。將開關座向正確方向調整小段距離后開機,故障消除。