威海精密旋轉工作臺公司
發布時間:2023-03-08 00:32:20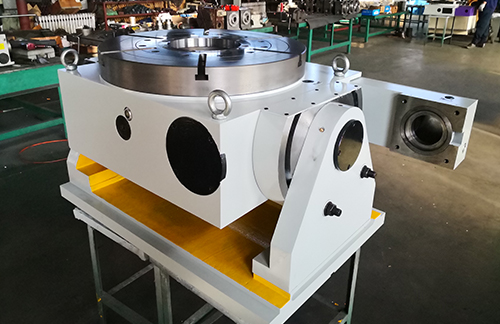
威海精密旋轉工作臺公司
五軸加工中使用的機床通常稱為五軸機床或五軸加工中心。在航空航天領域中經常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機床可以在不改變工件在機床上位置的情況下加工工件的不同側面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。
威海精密旋轉工作臺公司
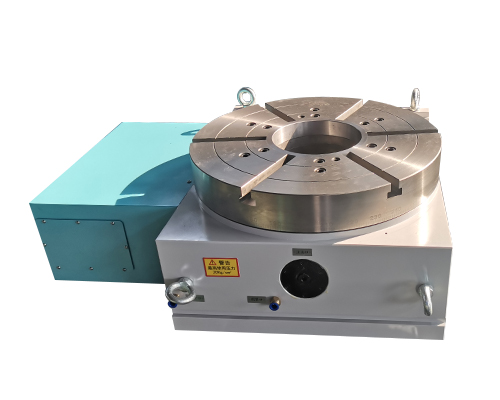
分度定位等分轉臺通常選用端齒盤分度定位,任意分度轉臺通常選用高精密渦桿蝸輪分度定位。驅動,液壓轉臺選用液壓驅動齒條或液壓泵,根據齒條傳動齒輪或液壓泵傳動齒輪的方法進行動力提供,而電動式轉臺則選用伺服電機提供動力。傳動有齒條傳動齒輪、渦桿蝸輪傳動幾類方法,電動式轉臺通常是根據一對齒輪將電機動力傳遞到渦桿,帶動轉臺進行分度,液壓轉臺,選用液壓泵驅動的傳動結構,類似電動式轉臺,選用齒輪齒條的,則是根據由活塞驅動的齒條帶動與之嚙合的與臺面相對固定齒輪進行分度。剎緊機構等分轉臺的剎緊通常選用液壓,給互相嚙合的齒盤施壓,使端齒盤可靠嚙合定位。
威海精密旋轉工作臺公司
高精度轉臺的轉盤為中空結構,伺服電機連接到側面,便于在夾具中安裝氣管和電線。高精度轉臺采用單級斜齒輪減速方法來增加輸出扭矩,齒輪精度等級低于5級。此外,靈活的調節機構通過改變兩個齒輪的中心距來控制齒隙,因此中空的旋轉平臺是空的,這樣使重復定位精度低于5弧秒。高精度轉臺的轉盤由一組精密交叉滾子軸承支撐。軸承中的滾子錯開90度,并且滾子的直徑略大于軸承內圈和外圈之間的滾道尺寸。環和滾子之間有預緊力,軸承支撐的伺服旋轉平臺轉盤可以承受徑向,軸向和傾覆等各種力矩,其剛度是傳統軸承的10倍以上。高精度轉臺組裝完成后。以平臺的交叉滾子軸承為旋轉中心,并再次研磨轉盤的外徑和端面(標準等級為精車削),以確保轉盤的同軸度和平行度。高精度轉臺可以通過定制法蘭和輸入軸孔靈活地改變接口的尺寸,適用于連接任何品牌的伺服電機。

威海精密旋轉工作臺公司
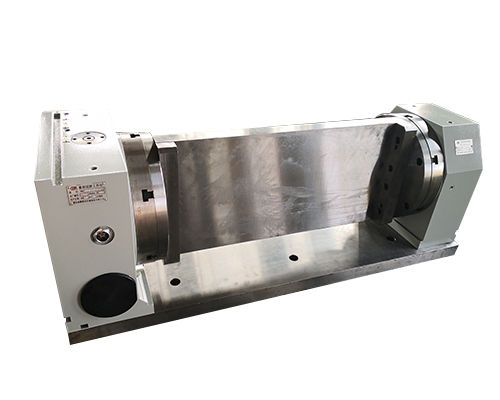
在使用四軸平臺的情況下,工作前應仔細檢查電源變壓器及其工作標準電壓,檢查汽油泵的潤滑情況,檢查壓力設備及其制冷設備是否正常運行,并檢查 CNC刀具及其油管是否符合標準,檢查夾具工具是否損壞。檢查完成后,即可正常開始工作。這種檢查看起來似乎沒有必要,但實際上非常重要。各種檢查在啟動前都做好了,可以有效避免啟動對機器設備的損壞。在完成第四軸的啟動之前的工作檢查之后,就可以啟動它了。工業設備啟動后,不能立即進行實際操作。各種機械設備應復位為零,然后開始試運行,上下五分鐘,以弄清產品工件,數控工具和各種主要參數是否準確。如果準確,則第四軸可以開始正常工作。如果不正確,則需要找出原因并立即進行調整,然后在主要參數正確后開始工作。
威海精密旋轉工作臺公司
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉動靈活。每20節鏈節伸長不超過規定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應更換。若滑輪表面出現不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現臺階或壓痕,影響鏈條正常運行時。應予以更換。主、側滾輪在檢修時,檢查主、側滾輪磨損痕跡應均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側滾輪為0.5mm。否則應更換。內、外門架在檢修時,內、外門架要求平直,在全長內不直線度不得超過1mm,使用限度3mm。否則,應修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應修復。檢查變形或扭曲。當彎曲變形在全長范圍內超過1.5mm,橫向寬度差超過1.5mm,內門架頂板彎曲變形超過2.Omm時,應矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應報廢。