宿州生產轉臺公司
發布時間:2023-02-16 00:32:32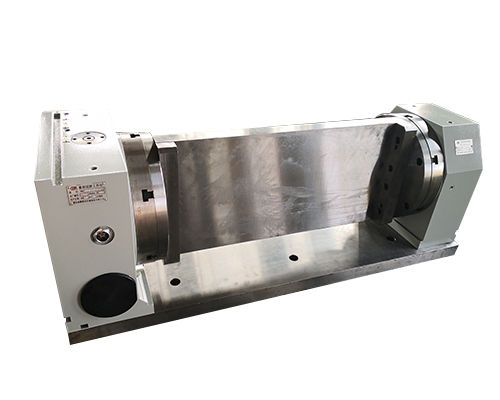
宿州生產轉臺公司
數控轉臺利用靜壓導軌油膜的方法,其實大多數其實都是無法做到可以非常的滿足精度這樣的要求的,所以就目前來說的話,其實一般采用的方法其實還是刮研這樣的加工方法來進行保證,下面給大家講一下數控轉臺的刮研方法:刮研方法是數控轉臺經常采用的方法,數控轉臺一般都會采用運轉平穩的靜壓導軌來進行刮研。大型數控轉臺的靜壓導軌上的油膜厚度其實主要的目的是為了增加其剛性,但是大型數控轉臺靜壓導軌上的油膜厚度一般只有0.03~0.06毫米之間的范圍數值,還是屬于比較偏薄的,所以這也就在一定程度上間接的表明了對導軌面的加工精度的要求其實還是屬于比較高的。一般來說的話,其實大型數控轉臺的底座長度大都是維持在2m以上的長度范圍內,但是因為大型數控轉臺的底座剛性基本上還是屬于較差的,所以在正式開始進行刮研前,要對導軌進行一個平面度的測量以及調整,這步工作的實施有利于減少后面要進行刮研的工作量。
宿州生產轉臺公司
數控轉臺工作效率也是比較高的,大家知道電子產品是很重視其散熱的問題,所以數控轉臺也是要注意其散熱方面的問題。那為什么會出現散熱器過熱的現象呢?下面大家一起來學習數控轉臺會需要散熱的原因吧。在使用數控轉臺的時候可能超負荷運轉,使得電流變大,額定功率大于實際功率,致使數控轉臺的部件過熱。可能是數控轉臺的設置或者是起步裝置有問題,在啟動的時候能耗轉化率比較低。因為由于數控轉臺設置的過快或者是起步的裝置有問題,就會容易出現數控轉臺功率過大,在能耗轉化低的情況下產生熱量。功率設置過高,也會導致數控轉臺實際需要的功率沒有這么的大,致使超過的功率流失轉化為電能。
宿州生產轉臺公司
切斷機:兩個切割頭可分別獨立開啟,氣動鎖緊防止手動鎖緊時產生偏差,氣液轉換運行平穩,全包式設備框架防止水飛濺。固化爐:分為外循環固化爐和內循環固化爐,可選擇可控硅控溫系統。GH2000型外循環固化爐:利用加熱管在爐腔外加溫,轉換成熱空氣直接吹入爐腔內,溫度均勻,爐腔內不同位置受熱均勻。GH2005型內循環固化爐、GH2009型雙風道內循環固化爐。脫芯機:配備的變量泵使用壽命長,待機噪音小,環保節能,行程定位功能提高了脫芯的效率。卷管機:管機有氣液驅動和滾珠絲杠驅動兩種,板長可按客戶需要訂做,該系列機型具有下板加熱均勻,卷管行程和速度穩定可調。氣路系統經過優化后后上板的壓力和速度更加準確可控。以上就是對數控轉臺主機的主要組成部件的簡單介紹,希望對大家有所幫助。如果您有購買數控轉臺的需要請與我們取得聯系,我們將竭誠為您服務。

宿州生產轉臺公司
在使用數控轉臺期間,維護非常重要,這樣可以減少發生故障的可能性。我們來談談數轉臺的鏈條和皮帶輪的維護。對鏈條和皮帶輪進行大修時,鏈條不應破裂或變形,并且需要靈活旋轉。每20個鏈接的伸長率不超過指定值(8毫米)。鏈銷的磨損不得超過原始直徑的5%,并且不得出現嚴重的彎曲,疲勞裂紋和生銹。如果超過條件允許,則應進行更換。如果皮帶輪表面磨損不均勻,則兩個皮帶輪的外徑之差大于0.2mm,皮帶輪表面會出現臺階或壓痕,影響皮帶輪的正常運行,這時候就應該更換。檢查數控轉臺的主輥還有側輥的磨損痕跡。磨損極限沿直徑,主輥為1.0mm,側輥為0.5mm。否則,應將其更換,對內門架和外門架進行大修時,內門架和外門架必須是直的,并且在整個長度內的非直線度不得超過1mm,使用極限為3mm。否則,應修理。用磁力檢查和敲擊方法檢查裂紋。如果是這樣,應該對其進行維修。