海南精密端齒盤價格
發(fā)布時間:2023-01-28 00:32:42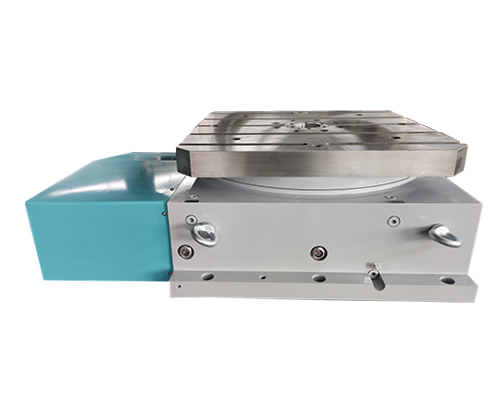
海南精密端齒盤價格
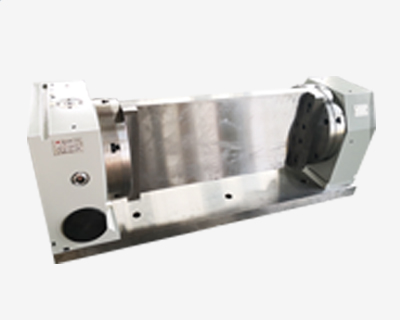
你知道嗎?數(shù)控轉(zhuǎn)臺與擺頭是多坐標數(shù)控機床的關(guān)鍵部件,是非常重要的部件,傳統(tǒng)的采用高精度蝸桿蝸輪等傳動的轉(zhuǎn)臺與擺頭不僅制造難度大、成本高,而且難以達到高速加工所需的速度和精度。因此需要另辟蹊徑開發(fā)數(shù)控轉(zhuǎn)臺和擺頭的新型電磁驅(qū)動系統(tǒng),以實現(xiàn)數(shù)控機床旋轉(zhuǎn)運動坐標的零傳動驅(qū)動,加速促進我國高速高精度多坐標數(shù)控機床的發(fā)展。為了使數(shù)控轉(zhuǎn)臺系統(tǒng)在受到切削力等干擾時還能保證加工質(zhì)量并使系統(tǒng)具有足夠的加工精度.我們要充分利用直接驅(qū)動高響應(yīng)的優(yōu)點,在保證系統(tǒng)穩(wěn)定的同時,提高系統(tǒng)的系統(tǒng)剛度
海南精密端齒盤價格
在使用四軸平臺的情況下,工作前應(yīng)仔細檢查電源變壓器及其工作標準電壓,檢查汽油泵的潤滑情況,檢查壓力設(shè)備及其制冷設(shè)備是否正常運行,并檢查 CNC刀具及其油管是否符合標準,檢查夾具工具是否損壞。檢查完成后,即可正常開始工作。這種檢查看起來似乎沒有必要,但實際上非常重要。各種檢查在啟動前都做好了,可以有效避免啟動對機器設(shè)備的損壞。在完成第四軸的啟動之前的工作檢查之后,就可以啟動它了。工業(yè)設(shè)備啟動后,不能立即進行實際操作。各種機械設(shè)備應(yīng)復位為零,然后開始試運行,上下五分鐘,以弄清產(chǎn)品工件,數(shù)控工具和各種主要參數(shù)是否準確。如果準確,則第四軸可以開始正常工作。如果不正確,則需要找出原因并立即進行調(diào)整,然后在主要參數(shù)正確后開始工作。
海南精密端齒盤價格
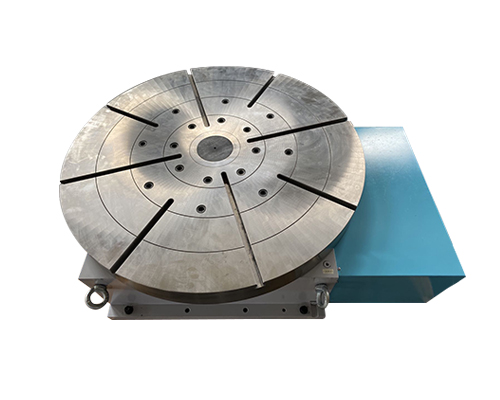
分度定位等分轉(zhuǎn)臺一般采用端齒盤分度定位,任意分度轉(zhuǎn)臺一般采用高精度蝸桿蝸輪分度定位。驅(qū)動,液壓轉(zhuǎn)臺采用液壓驅(qū)動齒條或液壓馬達,通過齒條驅(qū)動齒輪或液壓馬達驅(qū)動齒輪的方式進行動力提供,而電動轉(zhuǎn)臺則采用伺服電動機提供動力。傳動有齒條齒輪傳動、蝸桿蝸輪傳動幾種方式,電動轉(zhuǎn)臺一般是通過一對齒輪將電動機動力傳遞到蝸桿,帶動轉(zhuǎn)臺進行分度,液壓轉(zhuǎn)臺,采用液壓馬達驅(qū)動的傳動結(jié)構(gòu),類似于電動轉(zhuǎn)臺,采用齒輪齒條的,由活塞驅(qū)動的齒條帶動與之嚙合的與臺面相對固定齒輪進行分度。剎緊機構(gòu)等分轉(zhuǎn)臺的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。從性能角度來看,承載能力強、轉(zhuǎn)速高、分度精度高是將來數(shù)控轉(zhuǎn)臺的發(fā)展方向,新材料的應(yīng)用和技術(shù)創(chuàng)新將帶領(lǐng)數(shù)控轉(zhuǎn)臺行業(yè)走上新的臺階。
海南精密端齒盤價格
鏈條與滑輪在檢修時,鏈片不得有裂紋和變形,需轉(zhuǎn)動靈活。每20節(jié)鏈節(jié)伸長不超過規(guī)定值(8mm)。鏈條銷子的磨損不得超過原直徑5%,不得有嚴重彎曲、疲勞裂紋和銹蝕。如超過允許情況時,應(yīng)更換。若滑輪表面出現(xiàn)不均勻磨損,兩滑輪外徑差大于0.2mm,滑輪表面出現(xiàn)臺階或壓痕,影響鏈條正常運行時。應(yīng)予以更換。主、側(cè)滾輪在檢修時,檢查主、側(cè)滾輪磨損痕跡應(yīng)均勻。其磨損限度沿直徑方向,主滾輪為1.Omm,側(cè)滾輪為0.5mm。否則應(yīng)更換。內(nèi)、外門架在檢修時,內(nèi)、外門架要求平直,在全長內(nèi)不直線度不得超過1mm,使用限度3mm。否則,應(yīng)修復。用磁力探傷、敲擊法檢查有無裂紋。如有,應(yīng)修復。檢查變形或扭曲。當彎曲變形在全長范圍內(nèi)超過1.5mm,橫向?qū)挾炔畛^1.5mm,內(nèi)門架頂板彎曲變形超過2.Omm時,應(yīng)矯正。當整體變形嚴重、導軌里口尺寸超過磨損限度時,應(yīng)報廢。

海南精密端齒盤價格
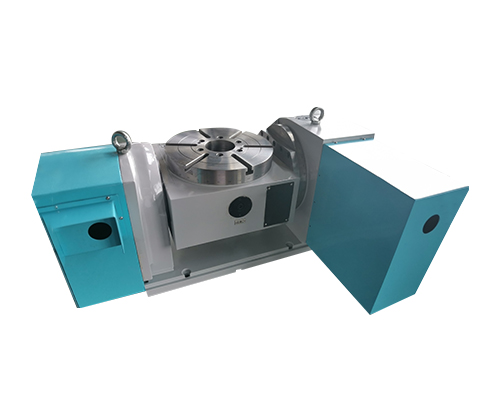
五軸加工中使用的機床通常稱為五軸機床或五軸加工中心。在航空航天領(lǐng)域中經(jīng)常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機床可以在不改變工件在機床上位置的情況下加工工件的不同側(cè)面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側(cè)面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態(tài)。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。