四川生產數控回轉工作臺價格
發布時間:2022-11-27 00:33:02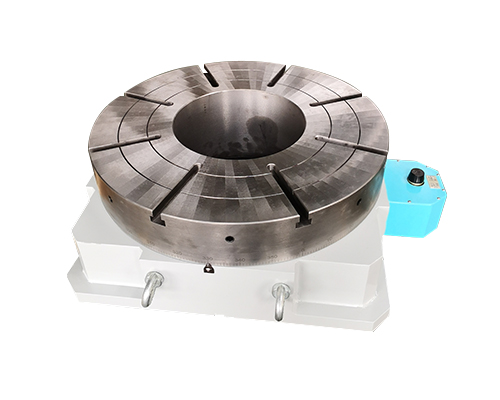
四川生產數控回轉工作臺價格
數控轉臺是一種重要的機床附件,它的應用為機床提供了回轉坐標,通過第四軸,第五軸驅動轉臺完成等分,不等分或連續的回轉加工,使客戶加工復雜曲面變成可能,擴大了機床的加工范圍。數控轉臺的設計準則,需要在一定的技術原理指導下,才能循序漸進的進行。下面給大家介紹數控轉臺的工作原理。數控轉臺的運動是由伺服電機驅動,經齒輪減速后帶動渦輪蝸桿副使工作臺轉動。為消除反向間隙和傳動間隙,通過調整偏心環來消除齒輪嚙合側隙。一側齒輪與蝸桿靠楔形拉緊圓柱銷來連接,這種連接方式能消除軸與套的配合間隙。蝸輪蝸桿常采用雙螺距漸厚蝸桿,通過移動蝸桿的軸向位置調整間隙。這種蝸桿的左右兩側面具有不同的螺距,因此蝸桿齒厚從頭到尾逐漸增厚。但由于同一側的螺距是相同的,所以仍然可以保持正常的嚙合。蝸桿偏心軸套調整中心矩來達到消除蝸桿副間隙的目的。
四川生產數控回轉工作臺價格
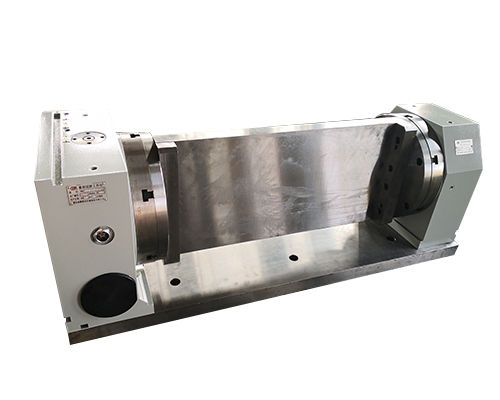
數控轉臺作為重要的機床附件,其性能的優劣會直接影響到機床的整體加工性能,它的出現使相關機械的使用更加方便快捷。那么,大家了解數控轉臺的結構嗎。驅動:液壓轉臺采用液壓驅動齒條或液壓馬達,通過齒條驅動齒輪或液壓馬達驅動齒輪的方式進行動力提供;而電動轉臺則采用伺服電機提供動力。傳動:傳動有齒條齒輪傳動、蝸桿蝸輪傳動幾種方式,電動轉臺一般是通過一對齒輪將電動機動力傳遞到蝸桿,帶動轉臺進行分度,液壓轉臺,采用液壓馬達驅動的傳動結構,類似于電動轉臺,采用齒輪齒條的,則是通過由活塞驅動的齒條帶動與之嚙合的與臺面相對固定齒輪進行分度。剎緊機構:等分轉臺的剎緊一般采用液壓,給相互嚙合的齒盤施加一定的壓力,使端齒盤可靠嚙合定位。任意分度的數控轉臺,較多采用漲緊套或剎緊片用液壓或氣壓剎緊的方式,剎緊可靠性比較高。

四川生產數控回轉工作臺價格
調整分度盤主軸仰角時,切不可將基座上部靠近主軸前端的兩個內六角螺釘松開,否則會使主軸位置的零位走動,并嚴禁運用錘子等物敲打。分度盤蝸桿和蝸輪的哧合間隙要調整得恰當,過緊易使蝸輪磨損,過松會使分度精度降落。經常留意分度盤各局部的光滑,并按闡明書上的規則,做到定期加油。在分度盤上夾持工件時,要先鎖緊分度盤主軸,緊固時不用力過猛過大,切忌用力敲打工件,分度時,普通是沿順時針方向搖,在搖動過程中,盡可能要勻速且平均,一旦過位則應將分度手柄返回半圈以上以消弭間隙,然后再按原來方向到規則位置漸漸插入定位銷。在生產實踐中,可是由于工件上加工余量的不同,實質上是切削用量之切削深度發生改變,這時也會造成尺寸誤差,所以在操作時一定要格外注意。

四川生產數控回轉工作臺價格
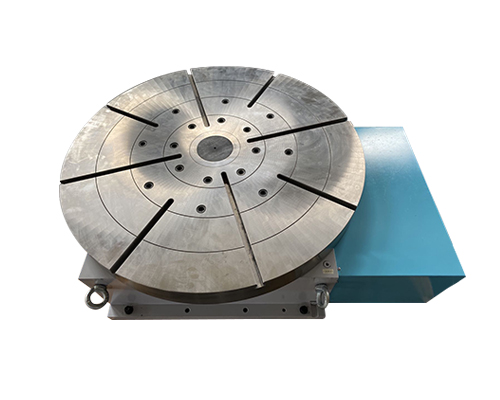
數控回轉臺應用越來越廣泛,但是數控回轉工作臺長時間使用過后需要進行清洗,清洗方法有好幾種,用來清洗不同的情況,物理清洗法是一種常用的清洗方式,那么數控回轉工作臺的物理清洗法有哪幾種呢?下面就來給大家講一下數控回轉臺如何進行物理清洗的。清水或氣水混合物正向沖洗,出水以高速低壓沖洗膜表面。水力剪切作用、減少膜面上的堵塞物,恢復透水量。單獨使用時效果不佳。清水或氣水混合物反向沖洗,根據數控回轉工作臺堵塞的程度可選擇不同的反沖壓力流速和歷時,對初期堵塞有效。水力輸送海綿球去除軟質堵塞物,其直徑略大于膜管直徑,在水壓推動下流經堵塞的膜表面,進行強制性沖洗,適用于有機膠體為主的堵塞。操作復雜,往往會損傷膜表面。
四川生產數控回轉工作臺價格
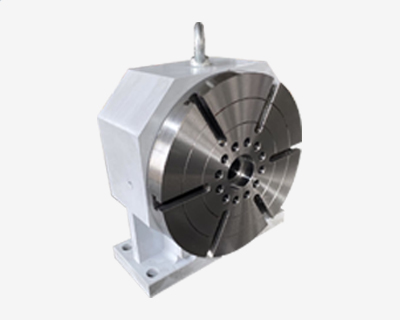
數控轉臺也是數控回轉工作臺。數控回轉工作臺是數控銑床常用部件,常作為數控銑床的一個伺服軸,即立式數控銑床的C軸和臥式數控銑床的B軸。分度工作臺的分度和定位按照控制系統的指令自動進行分度,這兩種都是數控機床中常用的設備,很多人對這兩款設備分不清,下面我們來了解一下數控回轉工作臺和分度工作臺的具體區別。工作原理不同:一般數控回轉工作臺,是靠工作臺轉動來完成加工的,主要適用于板類和箱體類工件的連續回轉加工和多面加工,由數控系統控制。分度工作臺,除了靠工作臺轉動來完成加工以外,工作臺還可以定位某一角度,來完成工件紙帶、鏜孔、攻絲等工作。功能不同:數控回轉工作臺可同機床聯動,小增量為0.001°,如轉速、功率、扭距能達到車削的要求,可實現車削功能。而分度工作臺只能實現分度功能。結構不同:數控回轉工作臺用于加工有分度要求的孔、槽和斜面,加工時轉動工作臺,則可加工圓弧面和圓弧槽等。
四川生產數控回轉工作臺價格
五軸加工中使用的機床通常稱為五軸機床或五軸加工中心。在航空航天領域中經常使用五軸加工來加工具有自由曲面的車身零件,渦輪零件和葉輪。五軸機床可以在不改變工件在機床上位置的情況下加工工件的不同側面,從而可以大大提高棱柱形零件的加工效率。五軸加工的特征如下:可有效避免刀具干擾;對于直紋表面零件,側面銑削可用于一次成型。對于一般的三維表面,尤其是相對平坦的大表面,五軸加工可以在靠近該表面的地方加工大直徑立銑刀的端面。一次可以在工件的多個空間表面上進行多面和多過程處理。在五軸加工過程中,相對于工件表面,刀具可以處于有效的切削狀態。零件表面的誤差分布均勻。在某些加工場合,可以使用較大尺寸的切刀,以避免加工干擾。